Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
On backorder









With every system
- Install, operator training, and validated print, debind, and sinter parameters for your ceramic
- Tailored warranty with US-held slurry, consumables, and service dispatch
3D printers, Business 3D Printers, Ceramic, Dental 3D Printers, Engineering 3D Printers, Jigs&Fixtures 3D Printers, Manufacturing 3D Printers, Material Development 3D Printers, Medical 3D Printers, Paste, SLA Ceramic 3D Printers, Slurry · CERAMIC SLA
3DCeram C900 FLEX Ceramic SLA 3D Printer – 11+ Ceramic Materials | 300×300 mm
Industrial ceramic SLA 3D printer for technical ceramics — 300×300 mm platform, 10–125 µm layers, 11+ validated materials. Top-down architecture produces complex internal geometries and channels impossible with traditional ceramic manufacturing.
- ✓ 11+ ceramic materials — Al₂O₃, ZrO₂, Si₃N₄, TCP, HA, AlN, cordierite and more
- ✓ Top-down SLA — support-free complex internal geometries in dense ceramic
- ✓ SAM option — 100 mL minimum batch for R&D economy with expensive compositions
Price held 7 days after order.
Install + training included
Tailored service plan
Built for ceramic production teams
What your ceramic process engineer actually checks
Full workflow, not just a printer
Ceramic AM needs debinding and sintering — most vendors stop at the printer. Additive Plus supplies the full chain: C900 FLEX, ceramic pastes, debinding schedules, and sintering. One partner, one validated workflow.
Shrinkage mapped before you print
Sintered parts shrink roughly 15–20% linearly. We supply the shrinkage factors and CAD compensation for your ceramic and geometry, so the sintered result lands on nominal — not after three failed builds.
A materials engineer on the line
Questions on paste selection, debind cycles, or sintering atmosphere go to engineers who have run ceramic AM — not a ticket queue. Sub-4h reply, NDA standard.
300 × 300 × 100 mm
Max build volume
10–125 µm
Layer thickness
355 nm UV laser
Light source
11+
Validated ceramics
About this product
3DCeram C900 FLEX (formerly marketed as CeraMAKER 900) is an industrial ceramic stereolithography 3D printer for high-density technical ceramics. A top-down SLA architecture with a 355 nm UV laser and ~35 µm spot cures ceramic slurry into dense, near-net-shape green bodies at 10–125 µm layer resolution and as-printed roughness down to Ra ≤ 2 µm — internal channels, lattices and undercuts that pressing, casting or machining cannot reach.
Three interchangeable build platforms (100×300, 200×300, 300×300 mm) with 100 mm maximum height cover R&D sample batches through production components. The SAM (Small Amount of Material) option drops the minimum run to 100 mL of slurry — the difference between qualifying and abandoning an expensive or experimental composition.
Why ceramic engineers choose the C900 FLEX
Spec-backed reasons, not marketing.
Top-down SLA, support-free
The platform lowers as the part builds bottom-up. Complex internal channels, lattices and undercuts cure directly into the green geometry — no supports to remove from inside a ceramic part.
11+ validated ceramics
Al₂O₃, ZrO₂, ATZ, zirconia 8Y, Si₃N₄, AlN, TCP, hydroxyapatite, cordierite, fused silica — plus multi-material ceramic + conductive silver for co-sintered electronics.
Three platforms + SAM mode
Swap 100×300, 200×300 and 300×300 mm platforms without reconfiguring the machine. SAM option runs a batch on 100 mL of slurry for lab-economy qualification.
355 nm laser, ~35 µm spot
10 µm layers resolve fine features; 125 µm layers push production throughput. Ra ≤ 2 µm as-printed reduces downstream finishing on the sintered part.
Print → Debind → Sinter: the full ceramic workflow
Ceramic AM does not end at the printer. Every part goes through three stages — plan for them from the CAD file.
Step 01
Print the green body
The C900 FLEX cures ceramic slurry layer by layer into a near-net-shape green part. Geometry is fixed here — including internal features that can’t be machined later.
Step 02
Debind
The organic binder is removed thermally on a controlled schedule tuned to the ceramic and wall thickness. Additive Plus supplies the debinding parameters with the system.
Step 03
Sinter to full density
The part densifies at material-specific temperature and atmosphere and shrinks roughly 15–20% linearly. Parts are scaled up in CAD so the sintered result lands on nominal.
Validated ceramic materials
- Oxide ceramics: Al₂O₃ (alumina), ZrO₂ (zirconia), ATZ (alumina-toughened zirconia), zirconia 8Y
- Bioceramics: TCP (tricalcium phosphate), hydroxyapatite (HA)
- Non-oxide ceramics: Si₃N₄ (silicon nitride), AlN (aluminum nitride)
- Structural / thermal: cordierite, fused silica, Silicore
- Multi-material: ceramic + conductive silver paste for electronics co-sintering
See the full machine specification in the Specifications tab below.
Typical applications
Where technical-ceramic AM earns its place.
Aerospace
Turbine casting cores, heat shields in Al₂O₃ / Si₃N₄
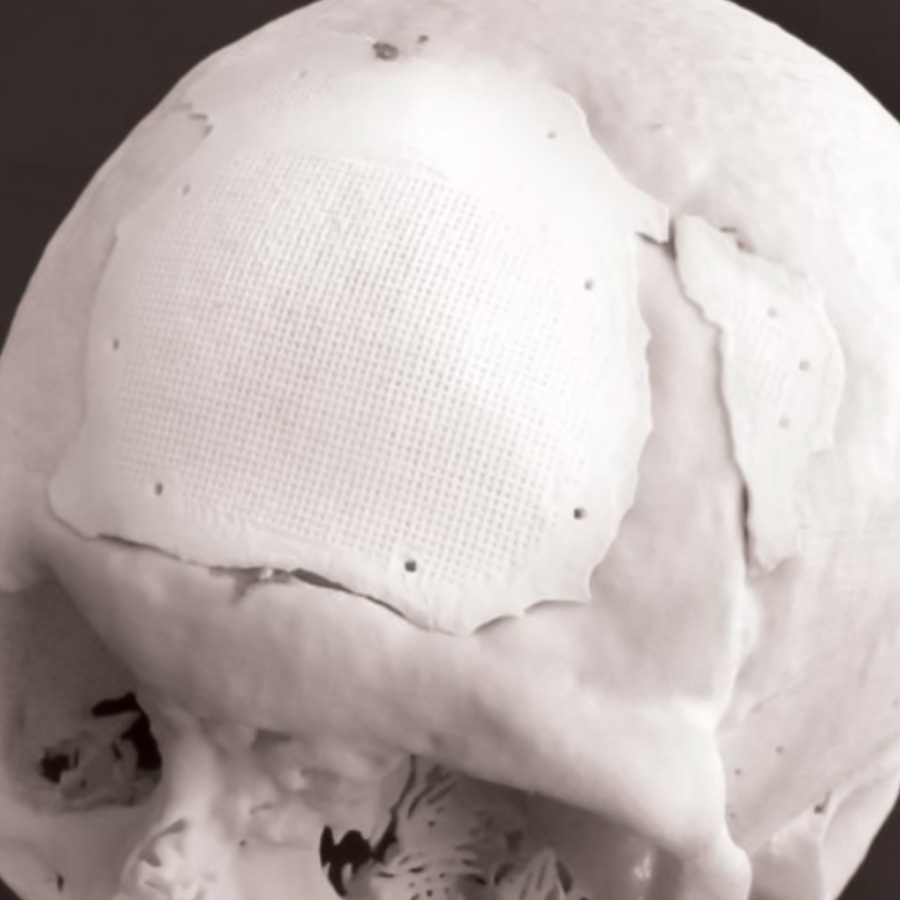
Medical & dental
ZrO₂ / HA implants, TCP resorbable scaffolds
Electronics
AlN substrates, insulators, co-fired silver
R&D / materials
New composition qualification at 100 mL batches
Watchmaking
Zirconia case parts with complex internals
Energy & industrial
Wear, thermal and insulating ceramic components
Not sure the C900 FLEX is the right platform?
Same ceramic SLA process, different scale and capability.
Need multi-material3DCeram C900 HYBRIDView printer →
Need production volume3DCeram C1000 FlexamaticView printer →
R&D only3DCeram C101 EASY LABView printer →
Need production volume3DCeram C1000 FlexamaticView printer →
R&D only3DCeram C101 EASY LABView printer →
Send your geometry and target ceramic to a materials engineer who has run debinding and sintering — we’ll map shrinkage, parameters and platform fit before you commit.
Why source through Additive Plus
- The full ceramic workflow — printer, ceramic pastes, debinding schedules, sintering atmosphere and shrinkage compensation. 3DCeram’s complete process stack, not just machine delivery.
- Paid sample parts before you commit — qualify your geometry and material through print, debind and sinter in our facility first.
- US-based installation and training — factory-certified technicians; slurry and consumables held in-country.
- Leasing and financing available for capital equipment; sub-24h engineer response.
3DCeram ceramic additive manufacturing in action
| Brand | 3DCeram |
| Country | France |
| Weight | 1450 kg |
| Dimensions | 1060 × 2250 × 2040 mm (41.73 × 88.6 × 80.31 inch) |
| Build Volume | 300 × 300 × 100 mm (11.81 × 11.81 × 3.93 inch) |
| Printing technology | SLA |
| Layer thickness | 0,010-0,125 mm |
| Light source | UV Laser |
| UV Wavelength | 355 nm |
| Laser spot diameter | ~ 35 μm |
| Electrical requirements | 220-240 VAC / 50Hz |
| Power Consumption | 2 kW |
| Optimum indoor operation temperature | 20-25 °C, 68-77°F |
| Maximum room temperature variation | 1°C/hour |
| Relative humidity | 50% |
| Compressed air | 6 bars dry |
| Hybrid option | Available |
| Additional equipment | Ceraсleaner - Nitrogen kiln - Sintering furnace |
| Client Operating System | Web Dashboard |
| Warranty | 12 months |
| Technology | CERAMIC SLA |
| Printing Materials | Ceramic Pastes |
Product videos
Want proof before you commit?
Send your STL and target ceramic — we print, debind, and sinter a paid benchmark part so you can validate density, shrinkage, and geometry before buying.
Frequently bought together
Complete the workflow

Ceramic 3D Printing Materials
Alumina 3D Printing Paste
OXIDE CERAMICS
Al2O3, basic material being useful in many applications for technical ceramics, good mechanical behavior in the high temperatures, the good thermal conductivity, the big electric resistivity, the great hardness, the good wear resistance, the chemical slowness.
For CERAMIC SLA

Ceramic 3D Printing Materials
Zirconia 3Y 3D Printing Paste
OXIDE CERAMICS
ZrO2, material with the very good mechanical properties cold, being able to be colored for applications in jewelry, excellent mechanical properties in the high temperatures, the weak thermal conductivity at room temperature, conductor in T> 1000°C, great hardness, good wear resistance, good chemical slowness, good resistance in the attacks of metals.
For CERAMIC SLA

Ceramic
3DCeram AUTO CERAKLEANER — Automated Cleaning for Ceramic 3D-Printed Green Parts
Automated cleaning system that removes excess ceramic paste from freshly printed green parts, leaving them ready to debind — replacing slow, hands-on solvent cleaning in the ceramic AM workflow.
- ✓ Gentle, low-mechanical-stress cleaning of fragile green parts
- ✓ Batch time cut dramatically vs manual (e.g. 60 min → 5 min on 70 alumina parts)
- ✓ Solvent longevity + recycling · no manual solvent contact
For Cleaning, CERAMIC SLA
Lead time, utilities and installation confirmed at quote — configured to order. Install and training included.
Not ready for a full system? Book a demo, or send your STL for a paid sample part — printed, debound, and sintered in our facility.
Other products teams run alongside 3DCeram C900 FLEX Ceramic SLA 3D Printer – 11+ Ceramic Materials | 300×300 mm

Business 3D Printers · SLA
Kings 1450Pro Industrial SLA 3D Printer – Marble Chassis | 57×32×24 in / 1450×800×600 mm
Large-format industrial SLA. Marble frame. Vacuum recoating. Built for extended single-piece parts — long automotive patterns, full-scale trim, large tooling — without stitching or Z-seam artifacts.
- ✓ 57×32×24 in / 1450×800×600 mm build chamber — a long automotive pattern in one run
- ✓ Solid-state 355 nm Nd:YVO4 laser · 0.075–0.8 mm variable beam · 15.0 m/s max scan
- ✓ Full-marble machine frame — thermal stability for ±0.1 mm part accuracy
- ✓ Lead time: 2–3 months — on-site install, calibration & operator training included
On backorder
· 2–3 months from order placement. Need it sooner? Talk to a specialist.
Bundle · Ultrasonic atomization, Metal LPBF
AO Metal A50 + ATO Lab Plus + CAMSIZER X2: R&D Bundle
On backorder
· Configured to order — request lead time

Business 3D Printers · SLA
Kings 1700Pro Industrial SLA 3D Printer – 18 m/s High-Speed | 67×32×24 in / 1700×800×600 mm
High-speed large-format industrial SLA. 18 m/s scan head. Marble frame. Built to print long automotive patterns, full-scale tooling and large molds fast — without stitching or Z-seam artifacts.
- ✓ 67×32×24 in / 1700×800×600 mm build chamber — long single-piece parts in one run
- ✓ 18 m/s scan head — 20% faster than the 15 m/s Kings SLA standard · 355 nm Nd:YVO4 laser
- ✓ Full-marble machine frame — thermal stability for ±0.1 mm part accuracy
- ✓ Lead time: 2–3 months — on-site install, calibration & operator training included
On backorder
· 2–3 months from order placement. Need it sooner? Talk to a specialist.

Business 3D Printers · Metal LPBF
Farsoon FS621M
Industrial Scale Metal Laser Sintering System with 1.1 Meter Z Height.
Prints 316L, AlSi10Mg, HAYNES 230, HX, IN625, IN718, TA15, Ti-6Al-4V
In stock

Business 3D Printers · CERAMIC SLA
3DCeram C1000 FLEXMATIC Industrial Ceramic SLA 3D Printer – Serial Production | 320×320×200 mm
Industrial laser SLA ceramic 3D printer built for serial production — a 12.6×12.6×7.9 in / 320×320×200 mm build, one- or two-laser configuration, and CERIA process automation. Runs alumina, zirconia, silicon nitride, AlN, HA and more, with the full print → debind → sinter workflow supported by Additive Plus.
- 320×320×200 mm build — UV laser 300 mW, ~60 µm spot, one or two lasers.
- 7+ technical ceramics — alumina, zirconia, Si₃N₄, AlN, hydroxyapatite, TCP, cordierite.
- Lead time: configured to order — install, training & debind/sinter support from California.
Prints Silicon Nitride, Zirconia, Alumina, Aluminium Nitride, Cordierite, Hydroxyapatite, Tricalcium Phosphate
On backorder
· Lead time: configured to order — request a build slot. Installation, training and process support included from California.
Bundle 3D Printers · LSPc, SLA, XiP
Nexa3D Freeform Injection Molding (FIM) Desktop Package — Dissolvable-Mold Tooling on the XiP
A desktop package to run Freeform Injection Molding: print a dissolvable mold in xMOLD resin on the Nexa3D XiP, inject real production material into it, then dissolve the mold away — end-use parts from a printed tool, at a fraction of hard-tooling cost.
- ✓ Print the mold, mold the part, dissolve the mold — ~2 days CAD-to-part
- ✓ Inject thermoplastics, TPE, LSR silicone, MIM metal, CIM ceramic
- ✓ Package: XiP printer + xMOLD resin + xWASH FiM · priced by configuration
In stock
· Configured and quoted to your setup (incl. injection press). Install and training included; lead time confirmed at quote.From teams running the C900 FLEX
Unedited feedback from engineers running ceramic SLA in production
★★★★★
We print alumina turbine casting cores with internal cooling channels no die could pull. Density after sintering is repeatable lot to lot, and the shrinkage map they gave us landed on nominal the first time.
JM
Julien Process Engineer · Aerospace casting
★★★★★
We qualified a zirconia implant geometry on the SAM option before buying — 100 mL of slurry, printed, debound, and sintered. That paid sample run is why we signed off on the machine.
PN
Priya R&D Lead · Medical devices
★★★★★
AlN substrates with co-fired silver used to mean tooling and lead time. Top-down SLA gives us the internal features directly, and their engineer had our debind cycle dialed in fast.
SB
Stefan Materials Engineer · Power electronics
Common questions
Don't see yours? Email [email protected] — NDA standard, typical reply within 4 hours.
What post-processing is required after printing on the C900 FLEX?
Parts printed on the C900 FLEX come off the machine as ceramic green bodies and require two thermal steps before they are finished: debinding to remove the organic binder, then sintering to densify the ceramic. Additive Plus supplies the validated debinding schedule and sintering cycle for each material, plus Ceracleaner and furnace equipment. Plan for both steps from the CAD stage — final geometry and shrinkage are set by the sinter, not the print.
How much does a C900 FLEX part shrink after sintering, and how do I account for it?
Ceramic parts printed on the C900 FLEX shrink roughly 15–20% linearly during sintering, depending on the ceramic and its solids loading. You compensate by scaling the part up in CAD using the shrinkage factor for that specific material so the sintered result lands on nominal dimensions. Additive Plus provides the measured shrinkage factors for each validated ceramic, so you are not calibrating by trial and error across multiple failed builds.
What sintering temperature and equipment does each ceramic need?
Sintering temperature and atmosphere depend on the ceramic: alumina and zirconia typically sinter in air around 1450–1600°C, while non-oxides such as silicon nitride and aluminum nitride require controlled or inert atmospheres. The C900 FLEX handles the printing stage; Additive Plus supplies the matched debinding and sintering furnaces along with the validated cycle for your material, so the full workflow comes from one partner rather than three vendors.
What mechanical properties can the C900 FLEX achieve?
Because the C900 FLEX prints dense green bodies that sinter to near-full density, parts reach properties comparable to conventionally formed technical ceramics — for example, sintered alumina and zirconia typically exceed 98% of theoretical density with hardness and flexural strength in the standard range for those materials. Exact density, hardness, and flexural strength depend on the ceramic and the sintering cycle. Additive Plus can share representative property data for your target material.
Which ceramic materials does the C900 FLEX support?
The C900 FLEX runs 11+ validated ceramics: oxides including alumina (Al₂O₃), zirconia (ZrO₂), alumina-toughened zirconia (ATZ), and zirconia 8Y; bioceramics TCP and hydroxyapatite; non-oxides silicon nitride (Si₃N₄) and aluminum nitride (AlN); plus cordierite, fused silica, and Silicore. It also supports multi-material printing of ceramic with conductive silver for co-sintered electronics. Additive Plus can help qualify additional compositions.
Is the C900 FLEX suitable for dental zirconia and biocompatible applications?
Yes. The C900 FLEX prints zirconia and bioceramics such as hydroxyapatite and TCP used in medical and dental applications, and its top-down SLA process suits the complex geometries of implants and scaffolds. Biocompatibility is a property of the finished, sintered part and the specific certified material and process — the printer does not confer clearance on its own. Additive Plus supports qualification for ISO 13485 environments; confirm regulatory status for your indication with our materials engineers.
What is the total workflow time from print to sintered part?
Total time on the C900 FLEX workflow depends on part height and material, but plan across three stages rather than a single print time: printing runs from several hours to overnight depending on layer thickness and build height; debinding is a slow, multi-hour to multi-day thermal ramp sized to wall thickness; and sintering adds another controlled heating and cooling cycle. Additive Plus provides realistic per-material cycle times so you can plan production throughput accurately.
Can Additive Plus print a paid test part before I buy the C900 FLEX?
Yes. Send your STL and target ceramic and we will print, debind, and sinter a paid benchmark part on the C900 FLEX workflow so you can validate density, shrinkage, surface finish, and geometry before committing to a system. The SAM option makes this economical — a qualification run needs as little as 100 mL of slurry. This paid sample plus a capability call is how most buyers de-risk a ceramic AM purchase.
Place your order, or talk to an engineer first
Order 3DCeram C900 FLEX Ceramic SLA 3D Printer – 11+ Ceramic Materials | 300×300 mm direct, or talk to materials engineer