Imagine pouring water into a cup and finding the top still dry. In additive manufacturing, a “top layer not filled with water” reflects the same problem: the final surface of a print that fails to fill, cure, or bond completely. The result is visible gaps, porosity, or rough finishes where a solid layer should be.
This issue often appears in resin-based printing (SLA, DLP), powder-binder systems, and metal additive manufacturing. The causes lie not in poor settings but in physics, surface tension, trapped air, and how fluids move during each layer’s formation.
In this article, we explore the science behind the top layer not filled with water: surface tension, air entrapment, and fluid flow. We’ll see how these forces shape layer quality across different 3D printing methods, how they create defects, and what design or process choices can prevent them.
Surface Tension In 3D Printing Processes
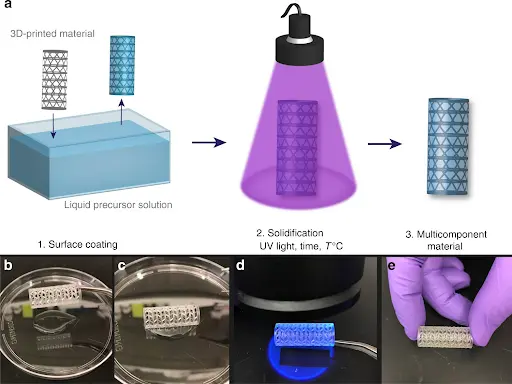
Source: Nature | Surface tension-assisted additive manufacturing
Surface tension defines how a liquid behaves when it meets a boundary, whether it spreads smoothly or resists flow. In additive manufacturing, it’s often the hidden reason behind a top layer not filled with water.
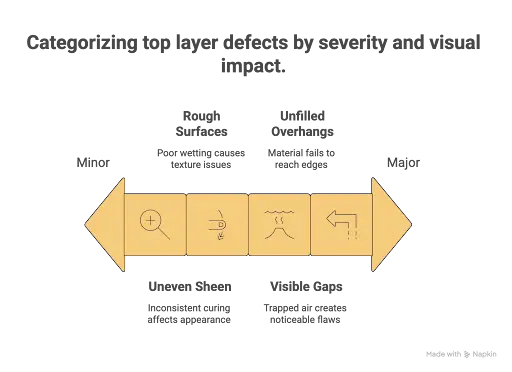
In resin-based systems like SLA and DLP, surface tension can prevent resin from flowing into tight corners or thin top layers before curing. If the liquid can’t wet the surface evenly, ultraviolet light cures gaps into the part’s final layer. The result: slight dimples, incomplete fills, or uneven gloss.
In binder jetting or other liquid-based powder processes, the same principle applies. A binder droplet might rest on the surface rather than penetrate the final powder layer, leaving a dry or porous zone once the part solidifies.
Even minor differences in temperature, viscosity, or layer thickness can shift how the liquid spreads, especially at micro-scale geometries. As parts become more complex, capillary resistance within small cavities and thin walls further limits flow.
Adjusting resin chemistry, binder formulation, or print environment can help materials wet evenly, minimizing the physical roots of a top layer not filled with water.
Air Gaps In Layer Deposition
Even when material spreads correctly, air can still get trapped between layers. These tiny pockets prevent full bonding and often lead to the top layer not being filled with water effect seen in both polymer and metal prints.
In SLA and DLP systems, bubbles can form when fresh resin flows over cured layers. If not released, they stay sealed inside the print, creating voids or thin spots that distort the surface. Trapped air in powder-bed or binder-jetting setups can block liquid binder from fully soaking the top layer, leaving dry powder patches that weaken the part.
Unsupported flat surfaces or overhangs also increase the chance of air entrapment. When the next layer is deposited, air gets trapped in tiny cavities with no escape path, leading to uneven density and rough top finishes.
Controlling these gaps requires both mechanical and process awareness. Gentle recoating speeds, proper venting design, and even preheating the material can help air escape before curing or melting occurs. Without these adjustments, the result is often the same: a top layer not filled with water, where invisible air barriers compromise surface quality.
Fluid Dynamics In Vat And Binder-Based Systems
In resin and binder-based printing, fluid dynamics decide how evenly each layer spreads before curing or binding. Poor flow control often causes the top layer not to be filled with water, an uneven or incomplete surface formed during recoating.
In vat photopolymerization (SLA, DLP), every cured layer detaches from the vat before resin flows in again. If the refill is too slow or uneven, suction forces and peeling create thin spots or small voids that later appear as surface flaws.
In binder jetting, binder droplets must penetrate the top powder layer evenly. Too little binder or compacted powder leaves dry patches that look flat but remain porous, another form of the top layer not filled with water.
Factors like viscosity, temperature, and recoater design shape how fluids move. Controlling them ensures uniform coverage and prevents these flow irregularities from becoming visible defects.
In Powder Bed Fusion (PBF), uneven powder distribution leads to irregular melting. Surface tension in molten metal can also cause poor wetting, preventing full fusion with the layer below. Both create thin or porous top surfaces.
In Directed Energy Deposition (DED), fast cooling or inconsistent feed rates form gaps and ridges. These reduce density and surface quality, another form of the top layer not filled with water.
Stable melt pools depend on balanced laser power, scan speed, and gas flow. Controlling these parameters ensures even layers and consistent part strength.
Design And Process-Level Mitigations
Most cases of the top layer not filled with water can be prevented with smarter design and process control. Instead of correcting defects after printing, addressing them at the source saves time and material.
Design and Process Mitigations
|
Design Strategies |
Process Controls |
|
Avoid large, unsupported flat surfaces that trap air or resist full coverage |
Extend the layer curing or drying time to let fluids settle |
|
Add small vent holes to help resin or binder drain and release trapped air |
Use vibration or pressure during recoating to remove air pockets |
|
Adjust angles or surface curvature to improve material flow and reduce pooling |
Fine-tune viscosity or add surfactants to improve wetting behavior |
Even small parameter changes, slower recoater speed or higher temperature stability, can eliminate the top layer not filled with water and improve top-surface integrity.
Post-Processing As A Remedy
If the top layer is not filled with water despite good process control, post-processing can often restore function and appearance.
Common methods include:
- Resin curing and infiltration: Adding thin resin layers or infiltrants to fill small voids in polymer or binder parts.
- Surface smoothing: Using chemical vapor, machining, or abrasive finishing to remove roughness.
- Sealing treatments: Applying coatings that improve both surface finish and strength.
For metal parts, polishing or hot isostatic pressing can close internal pores and strengthen the top layer. These steps not only fix visible issues but also improve durability and performance.
Post-processing is not a substitute for process design, but when managed properly, it can turn a top layer not filled with water into a fully functional surface.
Looking Ahead: Engineering Around Physics
Surface defects reveal more than printing flaws; they highlight how physics governs additive manufacturing. Solving them requires understanding how fluids, gases, and materials interact at the micro scale, not just adjusting print settings.
Emerging tools like Computational Fluid Dynamics (CFD) and AI-based simulation now help predict resin flow, powder spreading, and melt pool behavior before printing begins. These models allow engineers to fine-tune parameters early, improving reliability and reducing trial and error.
The next generation of printers will rely on real-time monitoring and closed-loop feedback, detecting and correcting irregularities as they form. With these systems, surface defects once common in additive manufacturing will become far less frequent.
From Understanding To Application
Incomplete or uneven top layers remind us that precision in additive manufacturing depends on mastering the physics behind each process. From surface tension and air flow to melt pool stability, every variable shapes the final surface.
Design awareness, controlled parameters, and effective post-processing together ensure smoother finishes and stronger, more consistent parts.
If your team is focused on improving surface quality or addressing process-related challenges, Additive Plus can help. Our advanced 3D printing services, materials, and 3D printing systems support every stage of production, from design to final part performance.
Frequently asked questions
Why does the top surface of my 3D print look uneven or rough?
Uneven surfaces usually result from trapped air, poor fluid flow, or uneven curing. In some cases, this mirrors the top layer not filled with the water effect, where the material doesn’t fully spread or fuse, leaving small gaps or texture differences.
Can print orientation affect top-layer quality?
Yes. Flat, horizontal surfaces are more likely to trap air or resist full coverage. Tilting the model slightly or redesigning with drainage and venting features helps fluids settle evenly and reduces surface defects.
How do I prevent voids or pores in the final layer?
Control layer time, temperature, and flow. Allow liquids or powders to spread completely before curing or melting. For metals, consistent powder packing and stable laser power reduce porosity in the top layer.
Are post-processing methods effective for fixing surface defects?
Yes. Curing, infiltration, or light machining can correct most visual and functional defects. These steps restore surface continuity and improve strength, even if the top layer is not filled with water during printing.
What materials or systems help achieve smoother surfaces?
Choose materials with balanced viscosity and good wetting properties. Additive Plus offers high-performance resins and metal AM systems designed for uniform flow, ensuring consistent top-layer results in both polymer and metal prints.
Talk to an engineer
Have a question or a project? Let’s talk.
Tell us what you need — a real applications engineer replies within 24 hours. NDA standard, no sales script.
Have a question?
Tell us about your part, material, or project. Our engineers reply within 24 hours.