Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock




With every system
- Install, operator training, and validated molding parameters
- Tailored warranty with same-week dispatch on critical issues
Accessories APSX, Other Equipment, Plastic Injection Molding Machine
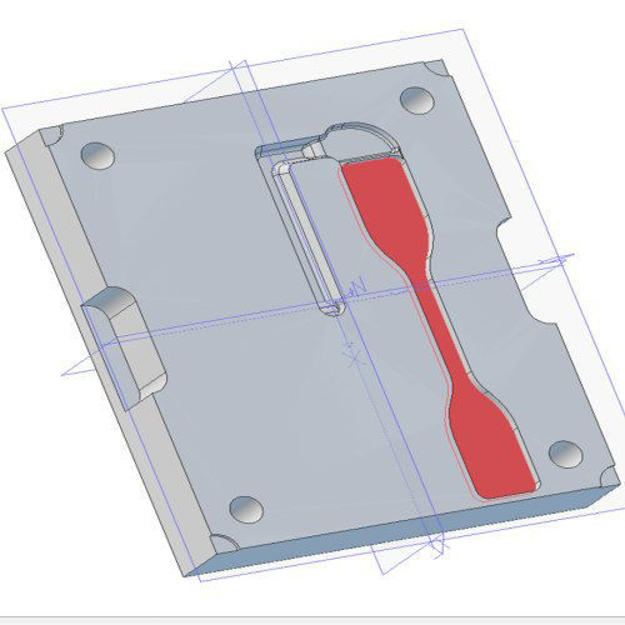
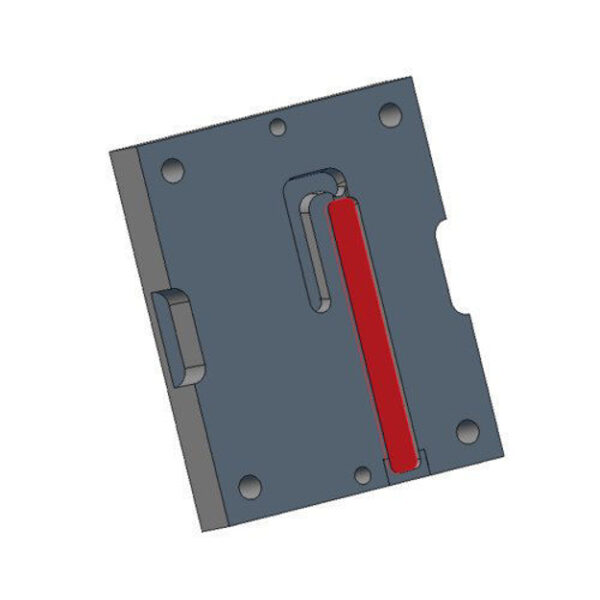
ASTM D638 Type IV Tensile Test Mold
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM.
Install + training included
Tailored service plan
Built for production teams
What your process engineer actually checks
From printed prototype to molded part
We use injection molding to bridge our own printed prototypes into short runs, so install includes validated parameters for your resin and tooling guidance. The team that trains you actually molds parts — not a distributor reading a manual.
An applications engineer on the line
Questions on tooling, shot size, cycle times, or pellet selection? A named applications engineer answers directly. Most replies in under 4 hours, NDA standard.
About this product
This pre-assembled aluminum mold is engineered for producing standard ASTM D638 Type IV tensile test specimens. Designed for seamless integration with the APSX-PIM machine, it includes all necessary mounting hardware for immediate operation.
Product Overview & Specifications
- Mold Dimensions: 4.8″ (W) × 6.0″ (H) × 2.0″ (D)
- Test Specimen Produced: ASTM D638 Type IV Tensile Bar
- Part Dimensions: 4.75″ (L) × 0.75″ (W) × 0.125″ (Thick)
- Included Components: Pre-installed alignment pins & bushings, four (4) shoulder bolts, one (1) set of clamping claws.
- Note: Multiple mold orders include only one set of claws to be shared between frames.
Key Features & Benefits
- Ready for Production: Arrives fully assembled with all pins, bushings, and hardware installed. Simply mount and begin molding.
- Active Thermal Management: The specifically designed longer shoulder bolts create a passive cooling gap between the mold and the nozzle plate until the machine is fully clamped. This design significantly improves thermal stability and cycle time by reducing heat transfer.
- Precision Engineering: Tight-tolerance pins and bushings guarantee perfect mold alignment for consistent, high-quality, and flash-free test specimens every time.
Installation & Alignment Procedure
- Mounting:
- Secure the left side of the mold to the machine’s platen using the four (4) provided shoulder bolts.
- Secure the right side using the included set of clamping claws.
- Orientation: Ensure the top edge of the mold is perfectly flush with the top of Block 4 on the APSX-PIM.
- Alignment Check:
- Use the manual control buttons to initiate the clamping cycle.
- Carefully observe as the mold halves begin to engage.
- HALT the machine immediately once alignment is initiated.
- Critical Safety Note: The pins and bushings are a tight, interference fit. They must be fully seated using the controlled force of the machine’s clamp. Do not attempt to press them together by hand, as this can cause injury or damage to components.
- Finalize Installation: Once aligned, complete the clamping cycle. The mold will make full contact with the nozzle plate only at the final clamp position, ensuring proper injection.
| Brand | APSX |
| Country of origin | USA |
| Platform | FIM |
| Ejector Pin Option | Yes, No |
Need tooling or a specific resin?
We mold our own. Tooling and trials on request.
Need a mold built, an insert cut, or a trial run before committing? We can produce tooling and run sample shots on the actual machine so you see molded parts first. Typical tooling lead 2–4 weeks.
Other products teams run alongside ASTM D638 Type IV Tensile Test Mold

Plastic Injection Molding Machine
Polycarbonate (PC) Natural Pellets HF1130 - 2 lbs
UV-stabilized and has good clarity, heat resistance and dimensional stability.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $80
Add to cart
In stock

Plastic Injection Molding Machine
Nylon Natural Pellets 101L - 2 lbs
General-Purpose, Lubricated Nylon 66 for Tough, Precision-Molded Parts.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $80
Add to cart
In stock

Plastic Injection Molding Machine
Acetal (Celcon) M270 Natural Pellets - 2 lbs
High-Flow Acetal Copolymer for Complex, Hard-to-Fill Molds.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $65
Add to cart
In stock
Plastic Injection Molding Machine
Polypropylene (PP) 4820WZ Pellets - 2 lbs
A nucleated impact copolymer with a high melt flow rate (MFR) of 35 g/10min.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $90
Add to cart
In stock
Accessories APSX
ASTM D256 IZOD Impact Test Mold
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM.
From $500
Get quote
In stock

Plastic Injection Molding Machine
Thermoplastic Elastomer (TPE) G7980 Black Pellets - 2 lbs
General-Purpose, FDA Compliant TPE for Soft-Touch Grips and Overmolding.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $75
Add to cart
In stock

Depowdering stations · Cleaning, Surface finishing
AM Solutions S1 — Automated Depowdering & Surface Finishing System
Automated 2-in-1 blasting cell that depowders and surface-finishes powder-bed 3D-printed parts in one enclosed, software-controlled cycle.
- ✓ Depowdering + surface finishing in one ATEX-compliant cell
- ✓ Polymer PBF (SLS, MJF, HSS, SAF) + de-powdered metal parts
- ✓ Lead time: 6–9 weeks — built to order · install + training included
From $69920
Add to cart
On backorder
· Lead time: 6–9 weeks — built to order. Install and operator training included.
Plastic Injection Molding Machine
Polypropylene (PP) 20 Glass Filled Black Pellets DualPoly - 2 lbs
20% glass reinforced PP pellets. Offers high strength and is a cost-effective alternative to ABS. Ideal for automotive and lawn & garden equipment.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $50
Add to cart
In stock
From production teams running ASTM D638 Type IV Tensile Test Mold
Unedited feedback from teams who bought and run ASTM D638 Type IV Tensile Test Mold.
★★★★★
We bridged a 3D-printed prototype to a 500-part run on the bench machine. Cycle times were exactly as quoted.
MK
Marcus K.
Process Engineer · Consumer Products
★★★★★
Asked about tooling for a small insert. An engineer walked us through it and ran a trial shot, no sales pitch.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
Install included validated parameters for our resin. First parts were in spec — minimal trial-and-error.
DR
Diego R.
Production Lead · Automotive
Place your order, or talk to an engineer first
Order ASTM D638 Type IV Tensile Test Mold direct, or talk to materials engineer