Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock




In every order
- Full lot COA — PSD, sphericity, flow rate, chemistry
- Qualified parameter sets for the major LPBF systems
- Mutual NDA before any file or spec review
- Free U.S. shipping over $200 · fast dispatch from L.A.
Accessories APSX, Other Equipment, Plastic Injection Molding Machine
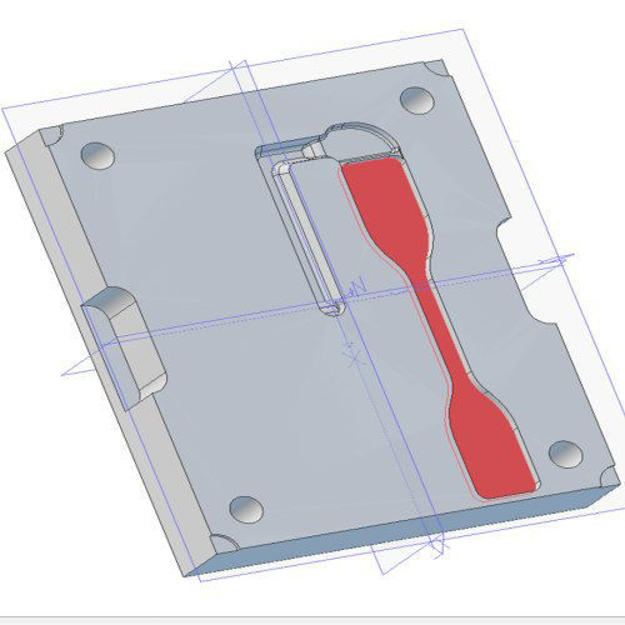
ASTM D638 Type IV Tensile Test Mold
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM.
NDA standard
Ships in 1–2 business days
Spec-match guarantee on every lot
Built for production teams
What your process engineer actually checks
Locked, traceable lot chemistry
Every lot ships with a COA documenting PSD, sphericity, flow rate, apparent density, and full chemistry — and a lot number you can trace. Aerospace and medical teams reorder 4+ times without re-qualifying.
Qualified parameters, not just powder
Validated parameter sets for EOS M 290, Renishaw 500Q, SLM 280, and our own AO Metal LPBF ship with the order. Load the profile and hit density on the first build — no parameter-development burn.
A materials engineer on the line
Questions on ferrite content, flowability, recyclate ratios, or HIP response? A materials engineer answers directly — not a contact-form bot. Most replies in under 4 hours, NDA standard.
About this product
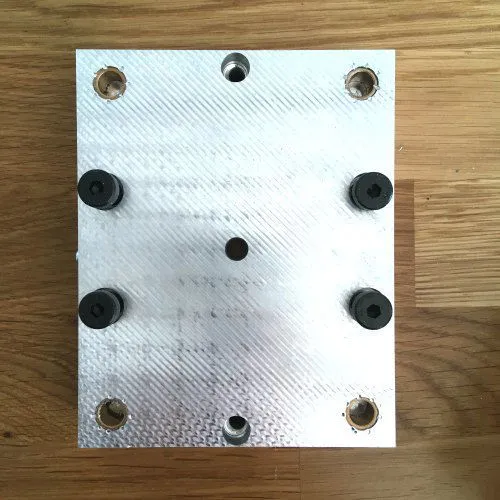
This pre-assembled aluminum mold is engineered for producing standard ASTM D638 Type IV tensile test specimens. Designed for seamless integration with the APSX-PIM machine, it includes all necessary mounting hardware for immediate operation.
Product Overview & Specifications
- Mold Dimensions: 4.8″ (W) × 6.0″ (H) × 2.0″ (D)
- Test Specimen Produced: ASTM D638 Type IV Tensile Bar
- Part Dimensions: 4.75″ (L) × 0.75″ (W) × 0.125″ (Thick)
- Included Components: Pre-installed alignment pins & bushings, four (4) shoulder bolts, one (1) set of clamping claws.
- Note: Multiple mold orders include only one set of claws to be shared between frames.
Key Features & Benefits
- Ready for Production: Arrives fully assembled with all pins, bushings, and hardware installed. Simply mount and begin molding.
- Active Thermal Management: The specifically designed longer shoulder bolts create a passive cooling gap between the mold and the nozzle plate until the machine is fully clamped. This design significantly improves thermal stability and cycle time by reducing heat transfer.
- Precision Engineering: Tight-tolerance pins and bushings guarantee perfect mold alignment for consistent, high-quality, and flash-free test specimens every time.
Installation & Alignment Procedure
- Mounting:
- Secure the left side of the mold to the machine’s platen using the four (4) provided shoulder bolts.
- Secure the right side using the included set of clamping claws.
- Orientation: Ensure the top edge of the mold is perfectly flush with the top of Block 4 on the APSX-PIM.
- Alignment Check:
- Use the manual control buttons to initiate the clamping cycle.
- Carefully observe as the mold halves begin to engage.
- HALT the machine immediately once alignment is initiated.
- Critical Safety Note: The pins and bushings are a tight, interference fit. They must be fully seated using the controlled force of the machine’s clamp. Do not attempt to press them together by hand, as this can cause injury or damage to components.
- Finalize Installation: Once aligned, complete the clamping cycle. The mold will make full contact with the nozzle plate only at the final clamp position, ensuring proper injection.
| Brand | APSX |
| Country of origin | USA |
| Platform | FIM |
| Ejector Pin Option | Yes, No |
Full documentation — TDS, SDS, batch COA, and parameter sets for the major LPBF platforms. Everything you need for qualification under AS9100 / ISO 13485 workflows.
Don't see your spec?
We atomize our own. Custom variants on request.
Tighter PSD, modified chemistry, custom blend? Our ATO atomization lab runs custom batches in 3–4 weeks. Biocompatible, refractory, proprietary — all in-house, verified before ship.
Other products teams run alongside ASTM D638 Type IV Tensile Test Mold

Accessories APSX, Other Equipment, Plastic Injection Molding Machine
APSX Mud Base
Standard size 6061 aluminum MUD
From $1127
Add to cart
In stock
Accessories APSX, Other Equipment, Plastic Injection Molding Machine
Aluminum mold for APSX-PIM
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM
From $375
Add to cart
In stock

Other Equipment, Depowdering stations, Post-Processing Equipment, Surface finishing, Wash&Cure · Cleaning, Surface finishing
S1 Post-processing system
The smart 2-in-1 solution for automated depowdering, cleaning and surface finishing of polymer and metal 3D-printed parts.
From $69920
Add to cart
In stock

Other Accessories and Spare Parts, Other Equipment · FFF
UltiMaker PVA Removal Station
Efficient 3D Printing Support Removal Tool.
From $1095
Get quote
On backorder

Other Equipment
Nexa3D NX Pro Vat Marked NXD
Spare vat allows quicker changeover when changing resin. Compatible with printers made Dec '19 or after
From $1127
Add to cart
In stock

Other Equipment, Media blasting, Post-Processing Equipment, Surface finishing · Surface finishing
M4 Post-processing system
Your mobile, plug-and-play 2-in-1 solution for cost-effective, high-quality finishing of metal and plastic parts.
From $55920
Add to cart
In stock

Other Equipment, Depowdering stations, Post-Processing Equipment, Surface finishing, Wash&Cure · Cleaning, Surface finishing
S2 Post-processing system
Fully automated continuous system for high-volume cleaning and surface finishing of powder-based 3D printed parts.
From $176815
Add to cart
In stock

Other Equipment, Post-Processing Equipment, Support Removal · Support removal
C1 Support Removal System
Automated system for gentle, reliable support and resin removal from delicate 3D printed polymer components.
From $24900
Add to cart
In stock
From process engineers running ASTM D638 Type IV Tensile Test Mold
Unedited feedback from customers who reorder ASTM D638 Type IV Tensile Test Mold.
★★★★★
Same lot 4 times in a row. We stopped re-running parameter sweeps after the second order — density was identical to the first build.
MK
Marcus K.
Process Engineer · Aerospace OEM
★★★★★
Asked about ferrite content on a Friday. A materials engineer answered Monday morning with actual data, not a sales pitch. That's why we keep ordering.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
COA matches the bottle. PSD and flow are exactly what was on the sheet — we run it on a Renishaw 500Q and it hits density on the first try.
DR
Diego R.
Production Lead · Energy
Place your order, or talk to an engineer first
Order 316L direct, or send your application and we'll recommend the right alloy and PSD for your printer.