Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock

With every system
- Install, operator training, and validated molding parameters
- Tailored warranty with same-week dispatch on critical issues
Accessories APSX, Other Equipment, Plastic Injection Molding Machine
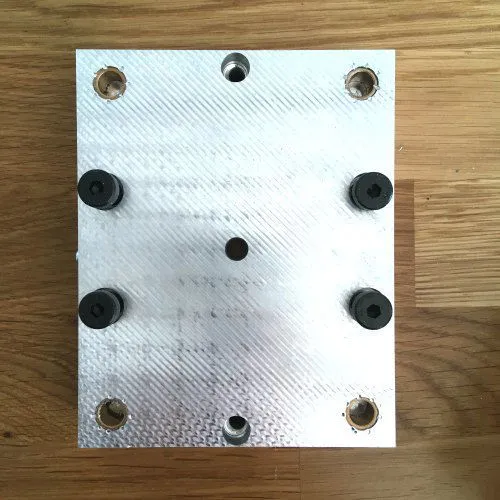
Aluminum mold for APSX-PIM
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM
$375
Price held 7 days after order.
Install + training included
Tailored service plan
Built for production teams
What your process engineer actually checks
From printed prototype to molded part
We use injection molding to bridge our own printed prototypes into short runs, so install includes validated parameters for your resin and tooling guidance. The team that trains you actually molds parts — not a distributor reading a manual.
An applications engineer on the line
Questions on tooling, shot size, cycle times, or pellet selection? A named applications engineer answers directly. Most replies in under 4 hours, NDA standard.
About this product
APSX-PIM Standard Aluminum Mold Specification & Ordering
- Mold Description:
- Material: 6061 Aluminum
- Manufacturing: CNC Machined (Spyder CNC)
- Dimensions: 4.8″ (W) x 6.0″ (H) x 2.0″ (D)
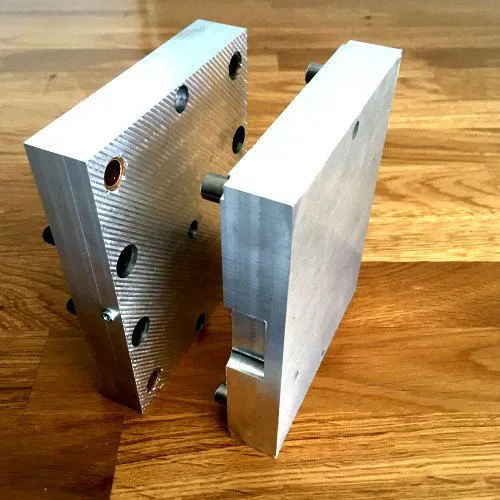
- Status: Supplied with alignment pins, bushings, mounting bolts, and claws pre-installed.
- Requirement: Cavities require customer machining.
- Mounting Hardware:
- Left Side: Four (4) shoulder bolts (included).
- Right Side: Claws (included).
- Note: Multiple mold orders receive only one set of claws.
- Installation & Alignment:
- Orientation: Mount the mold so its upper side is flush with Block 4’s upper side.
- Shoulder Bolt Purpose: Intentionally longer to create a small gap between the mold and nozzle plate when unclamped.
- Cooling Benefit: This gap minimizes heat transfer, keeping the mold cooler. Full contact with the nozzle plate only occurs when fully clamped.
- Alignment Check Procedure:
- Install the mold using the shoulder bolts (left) and claws (right).
- Use the machine’s manual control buttons to initiate clamping.
- HALT the machine as soon as the mold halves begin to mate.
- Pin/Bushing Note: Pins and bushings are a tight fit. Do not press by hand; rely on the machine’s clamping force for final seating.
- Additional Features:
- Temperature Sensor Port: Thread size M3 (located on the mold side).
| Brand | APSX |
| Country of origin | USA |
| Platform | FIM |
Need tooling or a specific resin?
We mold our own. Tooling and trials on request.
Need a mold built, an insert cut, or a trial run before committing? We can produce tooling and run sample shots on the actual machine so you see molded parts first. Typical tooling lead 2–4 weeks.
Other products teams run alongside Aluminum mold for APSX-PIM


Post-Processing Equipment · Support removal
AM Solutions C1 — Automated Support & Resin Removal System (Benchtop)
Benchtop automated system that removes support structures and cleans uncured resin from delicate photopolymer 3D-printed parts — a compound dip process with no IPA or critical solvents.
- ✓ Automated support removal + cleaning for SLA / DLP / PolyJet parts
- ✓ IPA-free compound · 230 V plug-and-play benchtop
- ✓ Lead time: 5–8 weeks — built to order · install + training included
From $31970
Add to cart
On backorder
· Lead time: 5–8 weeks — built to order. Install and operator training included.
Media blasting · Surface finishing
AM Solutions M1 Basic — Entry-Level Vibratory Finishing System
Entry-level automated vibratory finishing system that deburrs, smooths and cleans 3D-printed parts with a high-frequency processing bowl — a cost-effective way to bring finishing in-house.
- ✓ Automated deburr, smooth and clean for metal and plastic parts
- ✓ High-frequency 3,600 RPM bowl · quiet ≤78 dB(A)
- ✓ Lead time: 5–8 weeks — built to order · install + training included
- ✓ Starter consumable included — 25 L of finishing media, ready to run out of the box
From $32460
Add to cart
On backorder
· Lead time: 5–8 weeks — built to order. Install and operator training included.
Other Equipment
Nexa3D Wash+Cure
The Wash+Cure is tailored for washing and post-curing the parts printed on the XiP printer. It's is an all-in-one, automated post-processing system.
From $636
Add to cart
In stock

Bundle 3D Printers · LSPc, SLA, XiP
Nexa3D Freeform Injection Molding (FIM) Desktop Package — Dissolvable-Mold Tooling on the XiP
A desktop package to run Freeform Injection Molding: print a dissolvable mold in xMOLD resin on the Nexa3D XiP, inject real production material into it, then dissolve the mold away — end-use parts from a printed tool, at a fraction of hard-tooling cost.
- ✓ Print the mold, mold the part, dissolve the mold — ~2 days CAD-to-part
- ✓ Inject thermoplastics, TPE, LSR silicone, MIM metal, CIM ceramic
- ✓ Package: XiP printer + xMOLD resin + xWASH FiM · priced by configuration
In stock
· Configured and quoted to your setup (incl. injection press). Install and training included; lead time confirmed at quote.
Plastic Injection Molding Machine
Acetal (Celcon) M270 Natural Pellets - 2 lbs
High-Flow Acetal Copolymer for Complex, Hard-to-Fill Molds.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $65
Add to cart
In stock

Other Equipment · UV LED + Thermal Post-Curing
Nexa3D xCURE Post-Curing Station – UV + Thermal Curing for Nexa3D Resins | 16 L
Production post-curing station combining 365 + 405 nm UV light with 30-60 °C heat in a 16 L chamber - validated cure recipes for Nexa3D photoplastics, up to three build plates per cycle.
- ✓ Six dual-wavelength LED strips, 360° chamber coverage
- ✓ Three modes: UV only, heat only, UV + heat
- ✓ Built to order - request current lead time
From $7875
Add to cart
On backorder
· Built to order - contact us for current lead time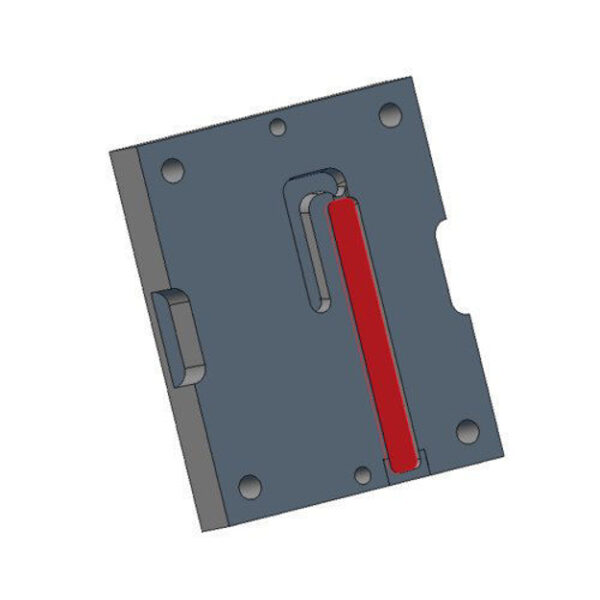
Accessories APSX
ASTM D256 IZOD Impact Test Mold
Standard size 6061 aluminum mold machined by the Spyder CNC for the APSX-PIM.
From $500
Get quote
In stock
From production teams running Aluminum mold for APSX-PIM
Unedited feedback from teams who bought and run Aluminum mold for APSX-PIM.
★★★★★
We bridged a 3D-printed prototype to a 500-part run on the bench machine. Cycle times were exactly as quoted.
MK
Marcus K.
Process Engineer · Consumer Products
★★★★★
Asked about tooling for a small insert. An engineer walked us through it and ran a trial shot, no sales pitch.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
Install included validated parameters for our resin. First parts were in spec — minimal trial-and-error.
DR
Diego R.
Production Lead · Automotive
Place your order, or talk to an engineer first
Order Aluminum mold for APSX-PIM direct, or talk to materials engineer