Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock
In every order
- Full lot COA — PSD, sphericity, flow rate, chemistry
- Qualified parameter sets for the major LPBF systems
- Mutual NDA before any file or spec review
- Free U.S. shipping over $200 · fast dispatch from L.A.
Accessories APSX, Other Equipment, Plastic Injection Molding Machine
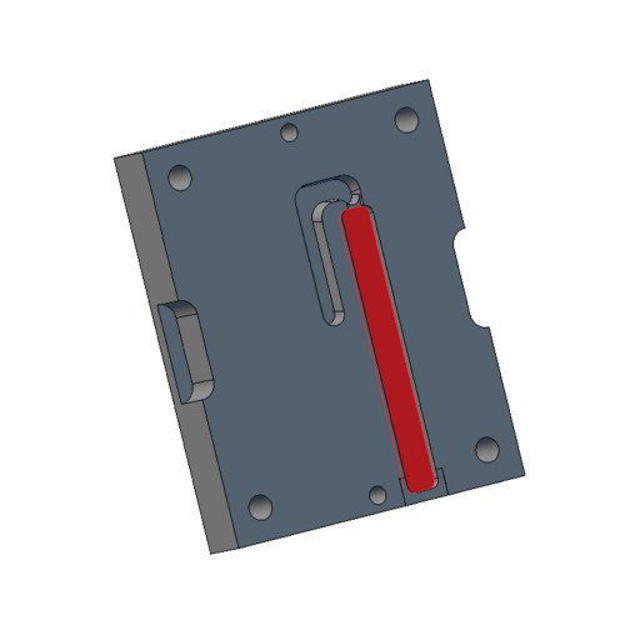
ASTM D790 Flexural Test Mold
ASTM D790 flexural test bar mold for APSX-PIM. Ready-to-use with pre-installed hardware. Produces standard 4.28" x 0.50" x 0.125" samples. Includes thermal gap design for cooling.
NDA standard
Ships in 1–2 business days
Spec-match guarantee on every lot
Built for production teams
What your process engineer actually checks
Locked, traceable lot chemistry
Every lot ships with a COA documenting PSD, sphericity, flow rate, apparent density, and full chemistry — and a lot number you can trace. Aerospace and medical teams reorder 4+ times without re-qualifying.
Qualified parameters, not just powder
Validated parameter sets for EOS M 290, Renishaw 500Q, SLM 280, and our own AO Metal LPBF ship with the order. Load the profile and hit density on the first build — no parameter-development burn.
A materials engineer on the line
Questions on ferrite content, flowability, recyclate ratios, or HIP response? A materials engineer answers directly — not a contact-form bot. Most replies in under 4 hours, NDA standard.
About this product
This is a ready-to-use, standard-size aluminum mold designed specifically for producing plastic test bars for ASTM D790 Flexural (Bend) Testing. The mold comes fully assembled with all necessary hardware, allowing you to start producing consistent, high-quality test samples immediately upon installation.
Core Specifications:
-
Mold Frame Dimensions: 4.8″ W × 6.0″ H × 2.0″ D
-
Sample Part Size: 4.28″ L × 0.50″ W × 0.125″ Thick (Standard ASTM D790 Specimen)
-
Compatibility: Designed for use with the APSX-PIM series injection molding machines.
What’s Included:
-
CNC-machined 6061 aluminum mold with pre-installed alignment pins and bushings.
-
Four (4) shoulder bolts (for left-side mounting).
-
One (1) set of clamping claws (for right-side mounting).
-
Note: Orders for multiple molds include only one set of claws.
-
Key Features & Benefits:
-
Pre-Installed Hardware: Alignment pins, bushings, shoulder bolts, and claws are installed. No assembly is required; you can mount it and begin production.
-
Integrated Thermal Management: The shoulder bolts are engineered to be intentionally longer. This creates a small insulating air gap between the mold and the machine’s nozzle plate when unclamped, helping to keep the mold cooler and improve cycle times.
-
Precision Alignment: The tight-tolerance pins and bushings ensure perfect alignment of mold halves for consistent part quality and flash-free samples.
Installation & Usage Instructions:
-
Mounting: Secure the left side of the mold using the four included shoulder bolts. Secure the right side using the provided claws.
-
Orientation: Ensure the upper side of the mold is flush with the upper side of Block 4 on the APSX-PIM machine.
-
Alignment Check:
-
Use the machine’s manual control buttons to initiate the clamping cycle.
-
HALT the machine immediately as the mold halves begin to mate.
-
Important: The pins and bushings are a tight, press-fit. They must be seated using the machine’s clamping force or a manual press. Do not attempt to press them together by hand.
-
-
Operation: Once aligned, complete the clamping cycle. The mold will make full contact with the nozzle plate only at the end of the clamp stroke, eliminating the insulating gap for the injection phase.
| Brand | APSX |
| Country of origin | USA |
| Platform | FIM |
| Ejector Pin Option | Yes, No |
Full documentation — TDS, SDS, batch COA, and parameter sets for the major LPBF platforms. Everything you need for qualification under AS9100 / ISO 13485 workflows.
Don't see your spec?
We atomize our own. Custom variants on request.
Tighter PSD, modified chemistry, custom blend? Our ATO atomization lab runs custom batches in 3–4 weeks. Biocompatible, refractory, proprietary — all in-house, verified before ship.
Other products teams run alongside ASTM D790 Flexural Test Mold

Other Equipment, Depowdering stations, Post-Processing Equipment, Surface finishing, Wash&Cure · Cleaning, Surface finishing
S1 Post-processing system
The smart 2-in-1 solution for automated depowdering, cleaning and surface finishing of polymer and metal 3D-printed parts.
From $69920
Add to cart
In stock

Other Equipment, ORYX WashStation, Post-Processing Equipment, Wash&Cure · xWASH-FIM
Oryx SCA3600 Industrial Post-Processing Wash Station (102L)
A high-throughput industrial solution for adaptable demolding of large components, capable of processing more prototype and production parts.
From $0
Get quote
In stock

Accessories APSX, Other Equipment, Plastic Injection Molding Machine
MOLD CLAW KIT
Mold claw kit that includes 4 claws, 4 bolts, 4 washers.
From $70
Add to cart
In stock

Accessories APSX, Other Equipment, Plastic Injection Molding Machine
BUSHINGS FOR APSX-PIM BLANK MOLD
Bronze sleeve to be used to on molds for APSX-PIM. 4 bushings are required per mold.
From $2
Add to cart
In stock

Materials, Other 3D Printing Materials, Other Equipment, Plastic Injection Molding Machine, Plastic Pellets
Polypropylene (PP) Yellow Pellets - 2 lbs
Versatile, Impact-Resistant Copolymer for Custom Applications
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $85
Add to cart
In stock

Other Equipment
Nexa3D XiP AiR Air filter
The XiP AiR is a bluetooth-enabled desktop air filter and purifier. It comes with a HEPA filter specifically designed for Nexa3D with 5X the normal activated carbon to remove nuisance smells and hazardous VOC's from the printing environment. Only available in US and Canada.
From $214
Get quote
In stock

Materials, Other 3D Printing Materials, Other Equipment, Plastic Injection Molding Machine, Plastic Pellets
Thermoplastic Polyilefin Elastomer (TPO) 770P Black Pellets - 2 lbs
Designed for large automotive exterior applications for excellent part appearance.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $65
Add to cart
In stock

Other Equipment, Post-Processing Equipment, Surface finishing, Wash&Cure · Cleaning, Surface finishing
S1 Wet Post-processing system
The versatile wet blast solution for safe, high-quality cleaning and surface finishing of metal 3D printed components.
From $167280
Add to cart
In stock
From process engineers running ASTM D790 Flexural Test Mold
Unedited feedback from customers who reorder ASTM D790 Flexural Test Mold.
★★★★★
Same lot 4 times in a row. We stopped re-running parameter sweeps after the second order — density was identical to the first build.
MK
Marcus K.
Process Engineer · Aerospace OEM
★★★★★
Asked about ferrite content on a Friday. A materials engineer answered Monday morning with actual data, not a sales pitch. That's why we keep ordering.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
COA matches the bottle. PSD and flow are exactly what was on the sheet — we run it on a Renishaw 500Q and it hits density on the first try.
DR
Diego R.
Production Lead · Energy
Place your order, or talk to an engineer first
Order 316L direct, or send your application and we'll recommend the right alloy and PSD for your printer.