Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock

In every order
- Debind & sinter parameters + datasheet in every order
- Mutual NDA before any file or spec review
Materials, Composite Tooling, Engineering, FFF (FDM) 3D Printing Materials, Filaments 3D Printing Materials, Jigs&Fixtures, Manufacturing, Metal Filament · FFF
Fila-MAT Metal 316L 1,75mm
Print 316L stainless-steel parts on 3DCeram's M.A.T. FFF platform, then debind and sinter to dense, corrosion-resistant metal.
- ✔ Rp0.2 149 MPa, Rm 485 MPa and 158 GPa modulus after sintering — tested to ASTM E8/E8M
- ✔ Debind and sinter parameters plus the full datasheet included with every spool
- ✔ 1.75mm bound-metal feedstock for the 3DCeram M.A.T. FFF head — mutual NDA before any spec review
Price held 7 days after order.
NDA standard
In stock — ships in 1–2 business days. Custom alloy or ceramic feedstock: 3–4 weeks, configured to order.
What your process engineer actually checks
What your process engineer actually checks
Third-party mechanical data
Rp0.2 149 MPa, Rm 485 MPa and a 158 GPa Young's modulus after sintering, tested to ASTM E8/E8M. You qualify Fila-MAT Metal 316L against measured numbers, not a filament-vendor estimate.
Debind and sinter parameters included
Every spool ships with 3DCeram's datasheet and the full print, debind and sinter cycle for the M.A.T. FFF head, so green parts reach target density on the first build instead of after trial-and-error.
A materials engineer on the line
Shrinkage, warpage and heat-treatment questions go to an engineer who has run bound-metal FFF — not a ticket queue. Sub-4h reply, mutual NDA standard before any spec review.
About this product

FEATURES
Alumina filament is an innovative material specifically engineered for advanced ceramic additive manufacturing. Composed of finely processed alumina, this filament enables the direct 3D printing of intricate, durable components with superior surface finish and mechanical performance.
Renowned for its remarkable heat resistance and strength, Alumina is widely utilized in demanding environments such as aerospace and automotive industries. Its unique composition provides excellent durability while remaining lightweight, making it suitable for high-performance applications. The filament’s ability to withstand elevated temperatures ensures reliability in critical components subjected to thermal stress.
Compatible with cutting-edge 3D printing techniques like Fused Filament Fabrication (FFF), Alumina filament allows manufacturers to produce complex geometries with high accuracy and minimal waste. This significantly reduces lead times and costs compared to traditional manufacturing methods.
With its impressive strength, heat resistance, and versatility, Alumina filament is perfect for creating functional parts, prototypes, and custom components that require both durability and precision.
Applications:
• Aerospace components and structures
• Automotive parts requiring heat resistance
• Industrial machinery and tools
• Prototypes for high-performance applications
• Custom fixtures and specialized equipment
Advantages:
• Exceptional heat resistance and strength
• Lightweight yet durable
• Suitable for complex designs with high precision
• Compatible with various finishing processes
• Ideal for applications demanding performance and reliability
All tests have been performed according relevant standards with calibrated test equipment at ESA’s technology centre in the Netherlands (ESTEC).
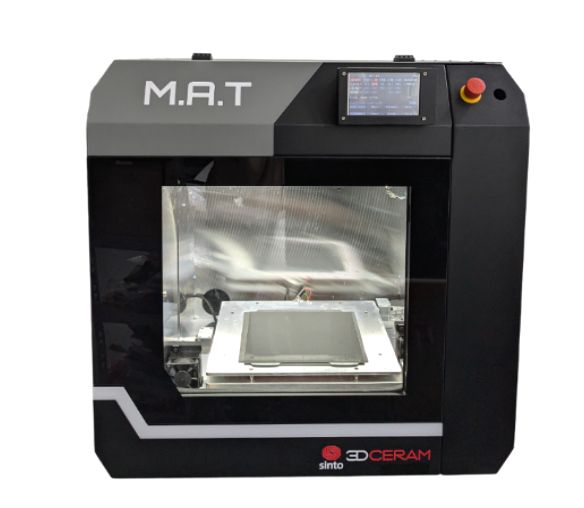
M.A.T. is an Additive Manufacturing (AM) solution for the production of complex geometries made out of metals and ceramics. With the M.A.T., 3DCERAM TIWARI utilizes the Fused Filament Fabrication (FFF) technique to produce ceramic and metallic parts with a 3D-printer working with special filaments. The 3D- printed parts are then eliminated of any non-metallic or non-ceramic component (binder) with the help of heat treatment at high temperatures, yielding pure and resistant parts suitable for all engineering applications in a matter of days. This cost-effective technique is suitable for a number of metals and ceramics, including metal-ceramic or ceramic-ceramic composites, and is capable of producing parts with high relative density.
Diffusivity:
| Temperature °C | Diffusivity, α,mm^2/s |
| -100.8 | 34.01 |
| -76 | 26.847 |
| -51.7 | 20.682 |
| -24.9 | 16.416 |
| 23.7 | 11.407 |
| 50.3 | 9.676 |
| 100.5 | 7.51 |
| Brand | 3DCeram |
| Printing Materials | Metal Filaments |
| Technology | FFF |
| Density | 7.85 g/cc |
| Avg. Young’s Modulus | 158 GPa |
| Avg. Yield strength, Rp0.2 | 149 MPa |
| Avg. Ultimate Tensile Strength, Rm | 485 MPa |
| Standard for the tensile testing | ASTM E8/E8M |
| Thermal Conductivity at 30°C | 16.2 W/m-K |
| CTE | 17.6 ppm/°C |
| Temperature range for CTE | -32, +397 °C |
Product videos
Don't see your alloy or ceramic?
We source and qualify. Custom feedstock on request.
Need a specific bound-metal or ceramic filament, or parameters for a printer we don't list yet? Our materials team qualifies the feedstock and verifies sinter behavior before you commit. Typical lead 3–4 weeks.
Frequently bought together
Complete the workflow
Business 3D Printers
3DCeram M.A.T. — Metal & Ceramic 3D Printer
Metal & technical ceramics, printed by extrusion — even silicon carbide.
- FFF · pellet · paste + 3-axis CNC in one machine
- No laser, no loose powder — lab-safe, single-phase
- Official 3DCeram US representative · 12-mo warranty
From $63,000 · Core: FFF + CNC (add Pellet/Paste heads) · made to order, ~3-month build · leasing available
Request a quoteFor FFF, DIW
From $63100
Add to cart
Furnances
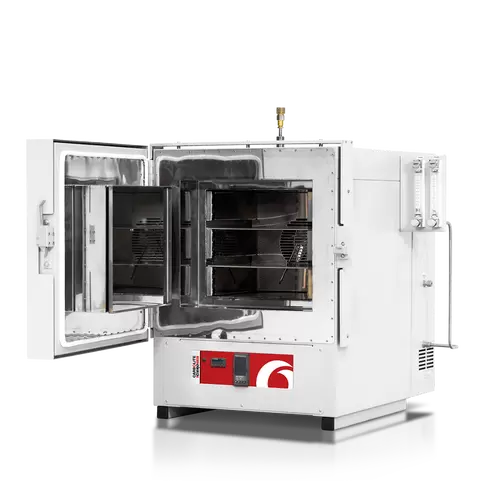
Carbolite Gero HTMA Controlled Atmosphere Oven – Up to 700°C | 28–1000 L
Controlled atmosphere oven for metal AM post-processing and materials research — 400–700°C max (4 grades), 28–1,000 L chambers (5 sizes), O₂ down to 50 ppm with N₂/Ar purge. Seam-welded gas-tight chamber built as an atmosphere unit from the ground up.
- ✓ O₂ down to 50 ppm — atmosphere-controlled heat treatment without vacuum-furnace cost
- ✓ 17 configurations in one family — 28 L lab to 1,000 L production, same gas architecture
- ✓ Seam-welded gas-tight chamber — purpose-built, not a retort-converted standard oven
- ✓ Configured to order — request lead time; install, training & cycle validation included
Configured to order — request lead time
Composite Tooling
Fila-MAT Metal 17-4PH 1,75mm
Print 17-4PH stainless-steel parts on 3DCeram's M.A.T. FFF platform, then debind and sinter to dense, precipitation-hardenable metal.
- ✔ Rp0.2 680 MPa / Rm 880 MPa / 257 HV10 — tested to DIN EN ISO 6892 & 6507-1 at ESA's ESTEC facility
- ✔ Debind & sinter parameters plus full datasheet included with every spool
- ✔ 1.75mm bound-metal feedstock for the 3DCeram M.A.T. FFF head — mutual NDA before any spec review
For FFF
In stock — ships in 1–2 business days. Custom alloy or ceramic feedstock: 3–4 weeks, configured to order.
Not ready for a full spool? Request a sample or a custom quantity.
Other products teams run alongside Fila-MAT Metal 316L 1,75mm

Engineering
CreatBot Ultra PA CF - Glass Fiber Nylon Filament - 1kg
PA GF glass fiber reinforced nylon delivers high strength, stiffness and heat resistance for demanding industrial applications and functional parts.
From $93
Add to cart
In stock

DLP 3D Printing Materials
Loctite 3D IND147 High Temp Black 1 kg
Extreme-temp resin: HDT230°C for molding/dies. Stiff, dimensionally stable & production-ready.
From $260
Add to cart
In stock

DLP 3D Printing Materials · LSPc, DLP, XiP
Nexa3D xMODEL35-Gray Resin 1.5 kg for XiP
Rigid Resin with optimum combination of strength, stiffness and temperature resistance.
In stock

Composite Tooling · Metal LPBF
Ti64 Titanium Alloy Powder for Metal 3D Printing | LPBF Compatible - 10 kg / 22 lbs
Lightweight. High strength-to-weight. Biocompatible. Genuine AVIMETAL Ti-6Al-4V (Grade 5) titanium for LPBF metal 3D printing.
- ✓ Gas-atomized, low-oxygen — full COA on every lot
- ✓ Strong value alternative, sold in small workable volumes
- ✓ Fast dispatch from Los Angeles (ELI / Grade 23 on request)
Prints Ti-6Al-4V Grade 23 (ELI), Ti-6Al-4V Grade 5 (TC4)
From $1280
Get quote
In stock
· 10–20 business days
Composite Tooling · Metal LPBF
IN625 Powder Nickel Alloy for Metal 3D Printing | LPBF Compatible - 10 kg / 22 lbs
High-temp. Corrosion-proof. Non-magnetic. Genuine AVIMETAL IN625 (Inconel® 625) nickel superalloy for LPBF metal 3D printing.
- ✓ Strength & corrosion resistance to 2000°F (1093°C)
- ✓ Strong value alternative, sold in small workable volumes
- ✓ Full COA on every lot · fast dispatch from L.A.
Prints IN625
From $1150
Get quote
In stock
· 10–20 business days
LPBF (DMLS) 3D Printing Materials · Metal LPBF
A-Powder IN625 Nickel Powder for Metal 3D Printing | LPBF Compatible – 10 kg / 22 lbs
Corrosion-resistant. High-temperature. Weldable. Genuine AO Metal Inconel 625 nickel superalloy for LPBF metal 3D printing.
- ✓ Gas-atomized, low-oxygen — full COA per lot
- ✓ China-produced — workable volumes, no mill minimums
- ✓ Fast dispatch from Los Angeles
Prints IN625
From $1090
Get quote
In stock
· 10–20 business days
Plastic Injection Molding Machine
Polypropylene (PP) 4820WZ Pellets - 2 lbs
A nucleated impact copolymer with a high melt flow rate (MFR) of 35 g/10min.
Price is for a 2-lb unit. Minimum order: 5 units (10 lbs total).
From $90
Add to cart
In stock

LPBF (DMLS) 3D Printing Materials · DED, EBM, Metal LPBF
Ti-6Al-4V Grade 5 Titanium Powder (TC4) | 15–53 µm | LPBF Compatible – 10 kg / 22 lbs
High Strength. Lightweight. Aerospace-Ready. Stable, spherical powder for consistent AM processing.
Ti-6Al-4V Grade 5 titanium powder (TC4), 15–53 µm, produced in the USA using EIGA technology. High-performance alloy for additive manufacturing.
Prints Ti-6Al-4V Grade 5 (TC4)
From $2540
Get quote
In stock
· 2 Business DaysFrom process engineers running Fila-MAT Metal 316L 1,75mm
Unedited feedback from customers who reorder Fila-MAT Metal 316L 1,75mm.
★★★★★
Shrinkage matched the datasheet within a hair. We hit final dimension after the first sinter run.
MK
Marcus K.
Process Engineer · Metal AM
★★★★★
Asked about debind for a dense ceramic part. A materials engineer walked us through the ramp with real data.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
Same feedstock, same density, three builds running. No re-qualifying between orders.
DR
Diego R.
Production Lead · Tooling
Common questions
Don't see yours? Email [email protected] — NDA standard, typical reply within 4 hours.
What is Fila-MAT Metal 316L and how does it produce metal parts?
Fila-MAT Metal 316L is a 3DCeram bound-metal feedstock — a 1.75mm filament loaded with 316L austenitic stainless-steel powder held in a polymer binder. You print a green part on the 3DCeram M.A.T. FFF head like any thermoplastic, then remove the binder (debinding) and sinter the part in a furnace to consolidate the steel into a dense, corrosion-resistant component. The result is a functional 316L metal part made on an extrusion printer, without a laser powder-bed system. Every spool ships with the debind and sinter parameters so the first build reaches target density predictably.
Which printer is Fila-MAT Metal 316L compatible with?
Fila-MAT Metal 316L is qualified for the 3DCeram M.A.T. multi-additive printer running its FFF extrusion head. The M.A.T. uses heated filament and print chambers that keep the highly filled metal feedstock extruding consistently, and it is matched to that machine rather than sold as a generic 1.75mm filament — which is why the print, debind and sinter parameters ship together. If you do not run an M.A.T. yet, Additive Plus can quote the printer alongside the feedstock so the whole workflow is validated from one supplier.
What post-processing does Fila-MAT Metal 316L require?
Like every bound-metal FFF material, Fila-MAT Metal 316L needs two steps after printing: debinding and sintering. Debinding removes the polymer binder from the green part, and high-temperature sintering fuses the remaining 316L powder into dense metal. The debind and sinter parameters are supplied on the datasheet with every order, so you are not guessing cycle times or temperatures. Additive Plus can also advise on debinding and sintering equipment if you do not already run a furnace suited to the alloy.
What mechanical properties can I expect after sintering?
After sintering, Fila-MAT Metal 316L reaches roughly 7.85 g/cc density, 149 MPa yield strength (Rp0.2), 485 MPa ultimate tensile strength (Rm) and a 158 GPa Young's modulus, with 16.2 W/m-K thermal conductivity at 30°C and a CTE of 17.6 ppm/°C. Tensile figures were tested to ASTM E8/E8M. Exact values depend on your debind and sinter cycle; the full datasheet ships with every spool of Fila-MAT Metal 316L.
How much does a Fila-MAT Metal 316L part shrink during debinding and sintering?
Bound-metal parts shrink as the binder is removed and the metal densifies during sintering, so a green part is printed larger than the final dimension and scales down predictably. The exact linear shrinkage for Fila-MAT Metal 316L is defined in the 3DCeram datasheet supplied with every spool and is applied in the recommended slicer profile, so your CAD dimensions map to the finished part. A materials engineer at Additive Plus can walk through the shrinkage factor for your specific geometry before you commit to a production run.
Why choose 316L stainless steel for FFF metal printing?
316L is an austenitic stainless steel prized for corrosion resistance, ductility and weldability, which is why it is common in medical, marine, food-processing and chemical-handling parts. Printing it as a bound-metal filament lets you produce complex 316L geometries on an extrusion printer and post-process to dense metal, rather than machining from bar or running a powder-bed system. Talk to an Additive Plus engineer about whether 316L suits your service environment and load case.
Does Fila-MAT Metal 316L need heat treatment after sintering?
316L is typically used in the as-sintered condition and is not precipitation-hardened the way 17-4PH is, so most parts do not require an additional strengthening heat treatment. Depending on the application you may specify a solution-annealing step for corrosion performance or stress relief. The datasheet supplied with every spool covers the recommended debind and sinter cycle, and an Additive Plus materials engineer can advise whether any post-sinter thermal step benefits your part.
Place your order, or talk to an engineer first
Order Fila-MAT Metal 316L 1,75mm direct, or talk to materials engineer