Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
In stock
In every order
- Debind & sinter parameters + datasheet in every order
- Mutual NDA before any file or spec review
Materials, Composite Tooling, Engineering, FFF (FDM) 3D Printing Materials, Filaments 3D Printing Materials, Jigs&Fixtures, Manufacturing, Metal Filament · FFF
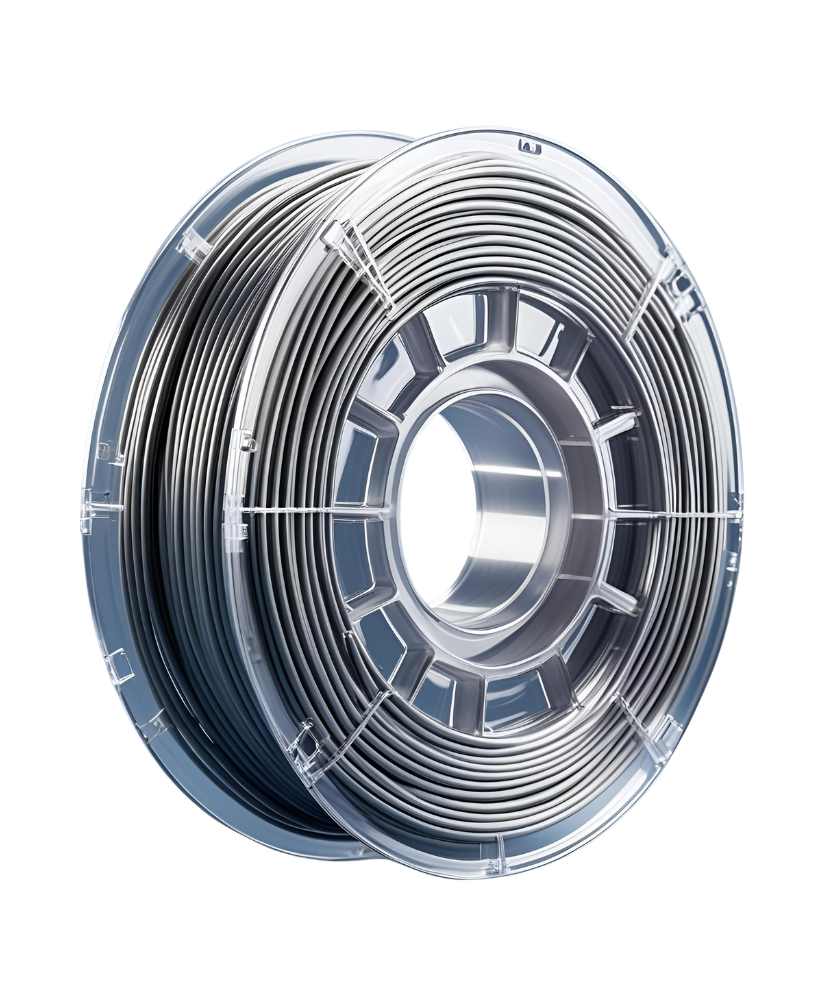
Fila-MAT Metal 17-4PH 1,75mm
Print 17-4PH stainless-steel parts on 3DCeram's M.A.T. FFF platform, then debind and sinter to dense, precipitation-hardenable metal.
- ✔ Rp0.2 680 MPa / Rm 880 MPa / 257 HV10 — tested to DIN EN ISO 6892 & 6507-1 at ESA's ESTEC facility
- ✔ Debind & sinter parameters plus full datasheet included with every spool
- ✔ 1.75mm bound-metal feedstock for the 3DCeram M.A.T. FFF head — mutual NDA before any spec review
Price held 7 days after order.
NDA standard
Ships in 1–2 business days
What your process engineer actually checks
What your process engineer actually checks
Third-party mechanical data
Rp0.2 680 MPa, Rm 880 MPa and 257 HV10 after sintering — measured at the European Space Agency's ESTEC centre and tested to DIN EN ISO 6892 and 6507-1. You qualify Fila-MAT Metal 17-4PH against real numbers, not a filament-vendor estimate.
Debind & sinter parameters included
Every spool ships with 3DCeram's datasheet and the full print, debind and sinter cycle for the M.A.T. FFF head, so green parts reach target density on the first build instead of after trial-and-error.
A materials engineer on the line
Shrinkage, warpage and heat-treatment questions go to an engineer who has run bound-metal FFF — not a ticket queue. Sub-4h reply, mutual NDA standard before any spec review.
17-4PH Stainless Steel
Material
1.75 mm
Filament diameter
7.6 g/cc
Density
680 MPa
Yield strength Rp0.2
880 MPa
Ultimate tensile strength Rm
5.8%
Elongation at break
257 HV10
Vickers hardness
About this product
Fila-MAT Metal 17-4PH is 3DCeram’s bound-metal FFF feedstock — 1.75mm filament loaded with 17-4PH stainless steel powder for the M.A.T. multi-head extrusion printer. Print the green part on a standard FFF head, then debind and sinter to a dense, precipitation-hardenable metal component.
Why engineers choose Fila-MAT 17-4PH
Four things a process engineer checks before qualifying a bound-metal feedstock.
680 MPa yield, 880 MPa tensile
Rp0.2 680 MPa / Rm 880 MPa post-sinter, tested to DIN EN ISO 6892 — precipitation-hardenable 17-4PH performance, not a filament-vendor estimate.
257 HV10 hardness
Vickers hardness tested to DIN EN ISO 6507-1. Density 7.6 g/cc, elongation at break 5.8%.
Tested at ESA’s ESTEC facility
Mechanical data measured with calibrated equipment at the European Space Agency’s technology centre in the Netherlands — third-party test conditions.
Debind & sinter parameters included
Every spool ships with 3DCeram’s datasheet and process parameters for the M.A.T. FFF head, so green parts reach target density predictably.
How the Fila-MAT workflow runs
Print, debind, sinter — the same three-step process behind every bound-metal FFF part.
Step 01
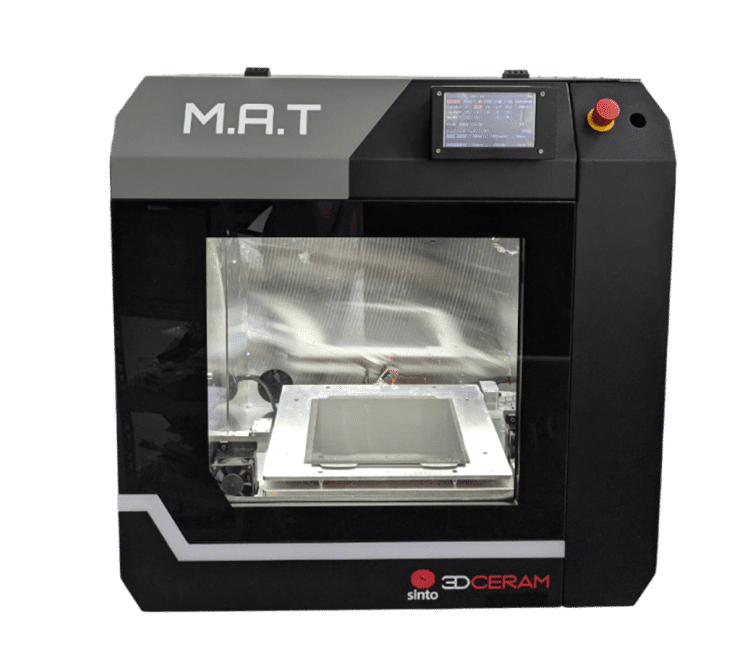
Print on the M.A.T. FFF head
1.75mm feedstock runs on 3DCeram’s M.A.T. printer — max nozzle 270°C, max bed 110°C, with heated filament and print chambers for consistent extrusion.
Step 02
Debind the binder
Binder-removal parameters ship with every spool’s datasheet, tuned for the 17-4PH feedstock — no trial-and-error on the first batch.
Step 03
Sinter to dense metal
High-temperature sintering consolidates the part to dense 17-4PH — ready for precipitation-hardening heat treatment to reach full strength.
Material properties (post-sinter)
| Property | Value | Standard |
|---|---|---|
| Density | 7.6 g/cc | — |
| Yield strength, Rp0.2 | 680 MPa | DIN EN ISO 6892 |
| Ultimate tensile strength, Rm | 880 MPa | DIN EN ISO 6892 |
| Elongation at break | 5.8% | DIN EN ISO 6892 |
| Vickers hardness | 257 HV10 | DIN EN ISO 6507-1 |
Tested with calibrated equipment at ESA’s ESTEC technology centre, Netherlands. See the full datasheet in Downloads.
Technical specifications
- Material: 17-4PH stainless steel, bound-metal FFF feedstock
- Filament diameter: 1.75mm
- Compatible platform: 3DCeram M.A.T. — FFF head, max nozzle 270°C, max bed 110°C, filament chamber ≤50°C, print chamber ≤50–60°C
- Post-processing required: chemical/thermal debind + sinter furnace — parameters supplied with the datasheet on every order
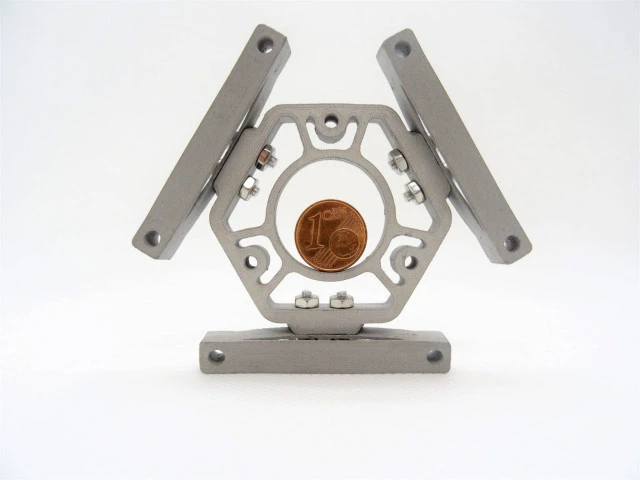
Typical applications
Where teams run Fila-MAT 17-4PH today.
Aerospace
Components and structural parts
Automotive
Heat-resistant functional parts
Industrial tooling
Machinery parts, wear components
Jigs & fixtures
Custom shop-floor hardware
Prototypes
High-performance functional prototypes
Not sure Fila-MAT 17-4PH is the right fit?
Three reasons teams pick a different feedstock or platform — tap the closest match.
Prioritize corrosion resistanceFila-MAT Metal 316LCompare alloy →Need a lighter alloyFila-MAT Metal TitaniumCompare alloy →No M.A.T. printer yetZetamix 17-4PHView filament →
Tell us which printer you’re running and your target part size — our materials engineer will confirm feedstock fit and the debind/sinter cycle before you order.
Why source Fila-MAT through Additive Plus
- 3DCeram-qualified feedstock for the M.A.T. FFF head — matched to the machine, not a generic substitute.
- Debind and sinter parameters plus full datasheet included with every order.
- Materials engineer on the line for shrinkage, warpage, and heat-treatment questions — NDA standard.
- Custom alloy or ceramic feedstock sourced and qualified on request, typical lead 3–4 weeks.
| Brand | 3DCeram |
| Printing Materials | Metal Filaments |
| Technology | FFF |
| Density | 7.6 g/cc |
| Avg. Yield strength, Rp0.2 | 680 MPa |
| Avg. Ultimate Tensile Strength, Rm | 880 MPa |
| Standard for the tensile testing | DIN EN ISO 6892 |
| Vicker’s Hardness | 257 HV 10 |
Product videos
Don't see your alloy or ceramic?
We source and qualify. Custom feedstock on request.
Need a specific bound-metal or ceramic filament, or parameters for a printer we don't list yet? Our materials team qualifies the feedstock and verifies sinter behavior before you commit. Typical lead 3–4 weeks.
Frequently bought together
Complete the workflow
Business 3D Printers
3DCeram M.A.T. — Metal & Ceramic 3D Printer
Metal & technical ceramics, printed by extrusion — even silicon carbide.
- FFF · pellet · paste + 3-axis CNC in one machine
- No laser, no loose powder — lab-safe, single-phase
- Official 3DCeram US representative · 12-mo warranty
From $63,000 · Core: FFF + CNC (add Pellet/Paste heads) · made to order, ~3-month build · leasing available
Request a quoteFor FFF, DIW
From $63100
Add to cart
Furnances
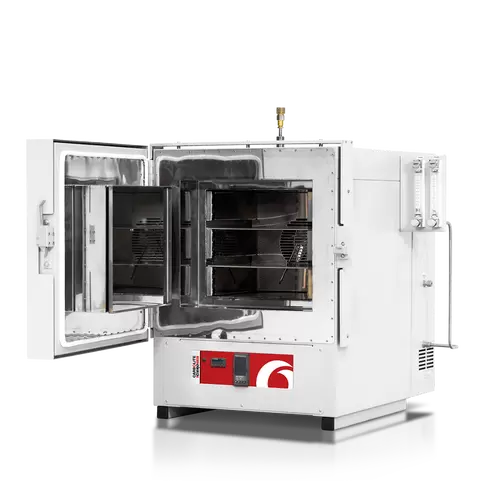
Carbolite Gero HTMA Controlled Atmosphere Oven – Up to 700°C | 28–1000 L
Controlled atmosphere oven for metal AM post-processing and materials research — 400–700°C max (4 grades), 28–1,000 L chambers (5 sizes), O₂ down to 50 ppm with N₂/Ar purge. Seam-welded gas-tight chamber built as an atmosphere unit from the ground up.
- ✓ O₂ down to 50 ppm — atmosphere-controlled heat treatment without vacuum-furnace cost
- ✓ 17 configurations in one family — 28 L lab to 1,000 L production, same gas architecture
- ✓ Seam-welded gas-tight chamber — purpose-built, not a retort-converted standard oven
- ✓ Configured to order — request lead time; install, training & cycle validation included
Configured to order — request lead time

Composite Tooling
Fila-MAT Metal Copper 1,75mm
Print pure-copper parts on 3DCeram's M.A.T. FFF platform, then debind and sinter to dense, thermally and electrically conductive metal.
- ✔ 228 W/m-K thermal conductivity, 8.4 g/cc density and 118 GPa modulus after sintering
- ✔ Debind and sinter parameters plus the full datasheet included with every spool
- ✔ 1.75mm bound-metal feedstock for the 3DCeram M.A.T. FFF head — mutual NDA before any spec review
For FFF
In stock — ships in 1–2 business days. Custom alloy or ceramic feedstock: 3–4 weeks, configured to order.
Not ready for a full spool? Request a sample cut or talk to a materials engineer first.
Other products teams run alongside Fila-MAT Metal 17-4PH 1,75mm
Materials
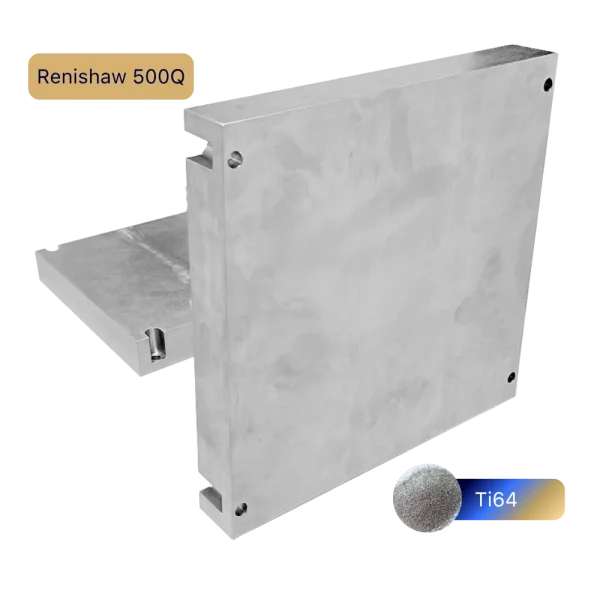
Renishaw 500Q Titanium Build Platform – Metal 3D Printer Plate 246×246×15mm
The Renishaw 500Q Titanium Build Platform is a high-performance, precision-ground Ti-6Al-4V metal build plate engineered for critical aerospace, medical, and industrial additive manufacturing applications.
Prints Ti-6Al-4V
From $1050
Get quote
In stock
· Express 2–3 wks · Standard 6–8 wks
DLP 3D Printing Materials · LSPc, DLP, XiP
Nexa3D xFLEX402-Black 1kg Resin for XiP
xFLEX402-Black is a semi-firm, rubberlike elastomer that provides springiness and high rebound, good elongation, and durability to prototypes and production parts. It is a single-component elastomer with does not require thermal post-processing.
From $274
Add to cart
In stock

Dental · LSPc, DLP, XiP
Nexa3D xMED412 Medical grade 3D Printing Resin
From $1750
Add to cart
On backorder

DLP 3D Printing Materials · LSPc, DLP, XiP
Nexa3D xCERAMIC3280 1.5 L Resin for XiP
xCERAMIC3280 is a white ceramic composite resin from Nexa3D and BASF that combines rigidity and high heat deflection, with a ceramic look and feel, unlocking new 3D printing possibilities, including wind-tunnel testing models, electronic housing,s and enclosures, even house-hold objects. The low viscosity of xCERAMIC3280 ensures exceptionally fast prints delivering excellent detail & superb mechanical properties within minutes.
From $412
Add to cart
In stock

Ceramic 3D Printing Materials · CERAMIC SLA
Tricalcium Phosphate 3D Printing Paste
OXIDE CERAMICS
TCP or Tricalcium Phosphate is a material often used for implants in the medical field, especially to recreate parts close to the structure of a spine.
In stock

Other Accessories and Spare Parts
Nexa3D Everlast-1 Membrane for XiP Pro — 5-Pack
Best value for the XiP Pro — five genuine Nexa3D Everlast-1 membranes at the lowest cost per membrane.
- ✔ Each rated 50,000+ layers (~20 L) — up to 25× the life of standard films
- ✔ Lowest cost per membrane in the Everlast-1 line — genuine Nexa3D OEM
- ✔ Ships fast from our Los Angeles warehouse — lead time 5–15 business days · free U.S. shipping over $200
From $1170
Add to cart
In stock

DLP 3D Printing Materials · LSPc, DLP, XiP
Nexa 3D xPRO1100 Black Resin 5 kg
A high-performance photopolymer black resin developed for prototyping injection molding parts without the hassle of complex mold design.
From $750
Get quote
Out of stock

Composite Tooling · FFF
Zetamix Porcelain Filament 1,75mm
Print fine porcelain on a standard FFF printer, then fire and glaze for art, tableware and decorative ceramic pieces.
- ✔ Smooth, glazeable porcelain finish with a classic ceramic look
- ✔ Print → debind → fire — ceramic printing on an everyday FFF machine
- ✔ Genuine Zetamix by Nanoe · 500 g spool · lead time 10–20 business days (depending on order queue)
From $225
Add to cart
In stock
From process engineers running Fila-MAT Metal 17-4PH 1,75mm
Unedited feedback from customers who reorder Fila-MAT Metal 17-4PH 1,75mm.
★★★★★
Shrinkage matched the datasheet within a hair. We hit final dimension after the first sinter run.
MK
Marcus K.
Process Engineer · Metal AM
★★★★★
Asked about debind for a dense ceramic part. A materials engineer walked us through the ramp with real data.
PS
Priya S.
R&D Lead · Medical Devices
★★★★★
Same feedstock, same density, three builds running. No re-qualifying between orders.
DR
Diego R.
Production Lead · Tooling
Common questions
Don't see yours? Email [email protected] — NDA standard, typical reply within 4 hours.
What is Fila-MAT Metal 17-4PH and how does it produce metal parts?
Fila-MAT Metal 17-4PH is a 3DCeram bound-metal feedstock — a 1.75mm filament loaded with 17-4PH stainless steel powder held in a polymer binder. You print a green part on the 3DCeram M.A.T. FFF head like any thermoplastic, then remove the binder (debinding) and sinter the part in a furnace to consolidate the steel into a dense, precipitation-hardenable component. The result is a functional 17-4PH metal part made on an extrusion printer, without a laser powder-bed system. Every spool ships with the debind and sinter parameters so the first build reaches target density predictably.
Which printer is Fila-MAT Metal 17-4PH compatible with?
Fila-MAT Metal 17-4PH is qualified for the 3DCeram M.A.T. multi-additive printer running its FFF extrusion head. The M.A.T. drives a maximum nozzle temperature of 270°C and a maximum bed temperature of 110°C, with heated filament and print chambers that keep the highly filled feedstock extruding consistently. It is matched to that machine rather than sold as a generic 1.75mm filament, which is why the print, debind and sinter parameters ship together. If you do not run an M.A.T. yet, Additive Plus can quote the printer alongside the feedstock so the whole workflow is validated from one supplier.
What post-processing does Fila-MAT Metal 17-4PH require?
Like every bound-metal FFF material, Fila-MAT Metal 17-4PH needs two steps after printing: debinding and sintering. Debinding removes the polymer binder from the green part, and high-temperature sintering fuses the remaining 17-4PH powder into dense metal. After sintering, the part can receive a standard 17-4PH precipitation-hardening heat treatment to reach full strength. The debind and sinter parameters are supplied on the datasheet with every order, so you are not guessing cycle times or temperatures. Additive Plus can also advise on debinding and sintering equipment if you do not already run a furnace suited to the alloy.
What mechanical properties can I expect after sintering?
After sintering, Fila-MAT Metal 17-4PH reaches roughly 7.6 g/cc density, 680 MPa yield strength (Rp0.2), 880 MPa ultimate tensile strength (Rm), 5.8% elongation at break and 257 HV10 Vickers hardness. Those figures were measured with calibrated equipment at the European Space Agency's ESTEC technology centre in the Netherlands and tested to DIN EN ISO 6892 for tensile and DIN EN ISO 6507-1 for hardness — third-party conditions rather than a filament-vendor estimate. Exact values depend on your debind, sinter and heat-treatment cycle; the full datasheet ships with every spool of Fila-MAT Metal 17-4PH.
How much does a Fila-MAT Metal 17-4PH part shrink during debinding and sintering?
Bound-metal parts shrink as the binder is removed and the metal densifies during sintering, so a green part is printed larger than the final dimension and scales down predictably. The exact linear shrinkage for Fila-MAT Metal 17-4PH is defined in the 3DCeram datasheet supplied with every spool and is applied in the recommended slicer profile, so your CAD dimensions map to the finished part. Because shrinkage stays consistent when you follow the supplied cycle, repeat parts hold tolerance. A materials engineer at Additive Plus can walk through the shrinkage factor for your specific geometry before you commit to a production run.
Does Fila-MAT Metal 17-4PH need to be dried before printing?
Yes. Like most highly filled engineering filaments, Fila-MAT Metal 17-4PH prints best kept dry, because absorbed moisture can cause inconsistent extrusion and surface defects in the green part. Store the spool sealed with desiccant and dry it per the datasheet guidance before a long build. The 3DCeram M.A.T. also holds the filament chamber at a controlled temperature to keep the feedstock stable during printing. Following the supplied handling and drying guidance protects green-part quality, which in turn protects the density and mechanical properties you get after debinding and sintering.
Can Additive Plus help qualify Fila-MAT Metal 17-4PH for my parts?
Yes. Every order of Fila-MAT Metal 17-4PH ships with 3DCeram's datasheet and the print, debind and sinter parameters, and a materials engineer at Additive Plus covers the questions those documents do not — shrinkage for a specific geometry, warpage on thin sections, or the heat-treatment route to a target hardness. We work under a mutual NDA before any spec review and typically reply in under four hours. If you need an alloy or ceramic feedstock that is not in the standard Fila-MAT range, we can source and qualify custom feedstock on request, usually within three to four weeks.
Place your order, or talk to an engineer first
Order Fila-MAT Metal 17-4PH 1,75mm direct, or talk to materials engineer