Free U.S. shipping on orders over $200 · Mutual NDA standard before any file review.
Talk to an engineer →
On backorder










With every system
- Install, operator training, and validated print profiles
- Tailored warranty with same-week dispatch on critical issues
3D printers, Business 3D Printers, Ceramic, Dental 3D Printers, Engineering 3D Printers, Jigs&Fixtures 3D Printers, Large Format 3D Printers, Manufacturing 3D Printers, Material Development 3D Printers, Medical 3D Printers, Paste, SLA Ceramic 3D Printers, Slurry · Ceramic SLA (laser stereolithography)
3DCeram C3601 Ultimate Ceramic 3D Printer – Quad-Laser SLA | 600×600×300 mm
Quad-laser SLA ceramic 3D printer for serial production — a 600×600×300 mm build envelope, four 405 nm UV lasers, and an open architecture that runs any qualified ceramic paste.
- ✓ Largest plate in the 3DCeram line — 600×600×300 mm (23.6×23.6×11.8 in)
- ✓ Support-free top-down SLA · surface roughness under 2 µm
- ✓ Lead time: configured to order — full print → debind → sinter workflow supported
Price held 7 days after order.
Install + training included
Tailored service plan
What your ceramics engineer actually checks
What your ceramics engineer actually checks
Full workflow, not just a printer
Ceramic AM needs debinding and sintering — most vendors stop at the printer. Additive Plus supplies the whole chain: the C3601 Ultimate, qualified 3DMix pastes, cleaning, and validated debind and sinter cycles. One partner, one workflow.
A materials engineer on the line
Shrinkage map for your ceramic and geometry, debind and sinter parameters, and a paid sample run before you commit. Sub-4h reply, NDA standard — we run ceramic AM, not a remote ticket queue.
About this product
The 3DCeram C3601 Ultimate is the largest laser-SLA ceramic 3D printer in the 3DCeram line — a 600×600×300 mm build envelope driven by four UV lasers, built for serial production of dense technical-ceramic parts.
Why engineers choose the C3601 Ultimate
Serial-scale ceramic stereolithography — throughput, envelope and material freedom in one machine.
Four-laser throughput
Four 405 nm UV lasers, ~60 µm spot, polymerize different zones of the build in parallel — the serial-production speed SLA ceramics usually lack.
Largest ceramic envelope
600×600×300 mm (23.6×23.6×11.8 in) — the biggest plate in the 3DCeram range. Print one large part or nest many small ones per build.
Support-free, less cleaning
Top-down “free link” stereolithography builds without supports — less post-print cleaning, lower cost per part, fewer geometry limits.
Open materials, ≤2 µm finish
Open parameter architecture runs any qualified 3DMix ceramic paste. Surface roughness stays under 2 µm; machining is possible at any intermediate stage.
The full ceramic workflow: print → debind → sinter
A ceramic part is never done at the printer. Additive Plus supports every step.
Step 01
Print the green part
Laser SLA polymerizes ceramic paste layer by layer, 25–125 µm layers, no supports. Green parts come off the plate with the AUTO CERAKLEANER.
Step 02
Debind
A controlled thermal cycle burns out the binder, leaving a fragile “brown” part. We hand you the debinding schedule for your ceramic.
Step 03
Sinter to full density
High-temperature sintering densifies the part. It shrinks roughly 15–20% linearly — we supply the shrinkage map so parts land on tolerance.
Compatible Ceramic Materials
| Ceramic | Key properties | Typical use |
|---|---|---|
| Alumina (Al₂O₃) | High hardness, wear & corrosion resistance, electrical insulation, bio-inert | Wear parts, insulators, medical |
| Zirconia (ZrO₂) | High toughness and strength, good wear and corrosion resistance | Surgical tools, dental, mechanical parts |
| Zirconia 8Y | Excellent ionic conductivity and thermal insulation | Solid-oxide fuel cells |
| Silicon Nitride (Si₃N₄) | Very hard, low density, excellent thermal-shock and wear resistance | Bearings, high-temp structural parts |
| Aluminium Nitride (AlN) | High thermal conductivity, strong electrical insulation | Electronics, heat management |
| Cordierite | Low thermal expansion, low dielectric loss, heat resistant | Thermal & RF components |
| Hydroxyapatite (HA) | Biocompatible, controllable porosity | Bone substitutes, implants |
Open architecture also qualifies custom ceramic formulations. See full specifications below.
Where the C3601 Ultimate earns its place
One machine, many demanding ceramic industries.
Aerospace optics & structures
Satellite mirrors, optical benches, light housings
Foundry cores
Complex cores for aero and land turbine blades
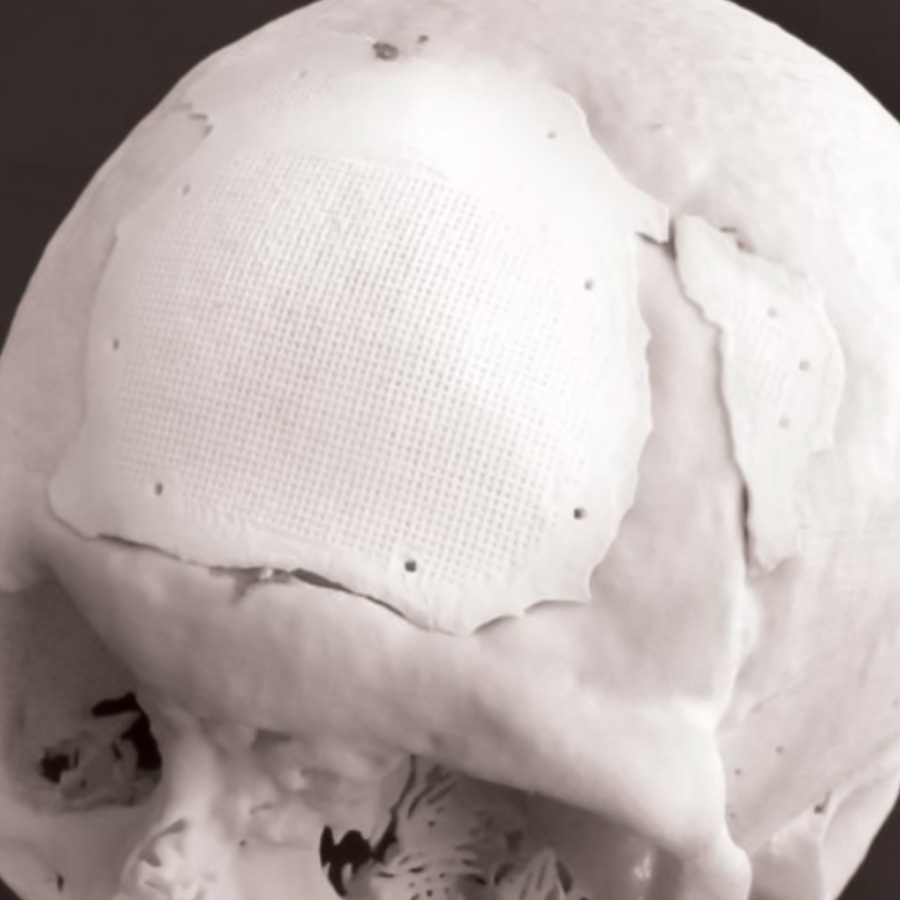
Biomedical implants
Cranial & maxillofacial implants, bone substitutes (HA)
Electronics
AlN substrates, insulators, RF components
Energy
Solid-oxide fuel cells (zirconia 8Y), heat exchangers
Industrial & chemical
Wear, corrosion and high-temp parts for oil, gas, water
Not sure the C3601 Ultimate is the right size?
Same laser-SLA ceramic technology, smaller footprint.
Tell us your part size, ceramic and annual volume — a materials engineer will map the print → debind → sinter route and shrinkage for your geometry before you commit. Sub-4h reply, NDA standard.
Why source the C3601 Ultimate through Additive Plus
- Full ceramic chain — printer, 3DMix pastes, cleaning, and validated debinding and sintering parameters
- Paid benchmark part in your target ceramic before you commit to a system
- Applications engineering — shrinkage maps and parameter sets, not a remote ticket queue
- Install, training and a tailored service plan with every system
- <24h response · 200+ AM systems delivered across 23 countries
| Brand | 3DCeram |
| Country of origin | France |
| Weight | 8,818 lb / 4,000 kg |
| Dimensions | 82.7 × 70.9 × 98.4 in / 2100 × 1800 × 2500 mm |
| Build Volume | 23.6 × 23.6 × 11.8 in / 600 × 600 × 300 mm |
| Layer thickness | 0.025–0.125 mm (25–125 µm) |
| Light source | 4 UV lasers |
| UV Wavelength | 405 nm |
| Laser spot diameter | ~60 µm |
| Electrical requirements | 220–240 VAC / 50 Hz |
| Power Consumption | 4 kW |
| Optimum indoor operation temperature | 68–77 °F / 20–25 °C |
| Maximum room temperature variation | 1 °C/hour |
| Relative humidity | 50% |
| Compressed air | 6 bar, dry |
| Hybrid option | At a later stage |
| Additional equipment | Cerakleaner cleaning device for removing unpolymerized paste; platform-removal module for extracting printed models and collecting unpolymerized paste. |
| Client Operating System | Web Dashboard |
| Warranty | 12 months |
| Technology | Ceramic SLA (laser stereolithography) |
| Printing Materials | Ceramic Pastes |
Product videos
Don't see your configuration?
We build our own. Custom configs on request.
Need a specific laser setup, build plate size, or an integrated powder/post-processing workflow? We configure AO Metal systems and bundle OEM equipment to match your application. Demo before you commit.
Other products teams run alongside 3DCeram C3601 Ultimate Ceramic 3D Printer – Quad-Laser SLA | 600×600×300 mm
Business 3D Printers · Metal LPBF
Farsoon FS301M
User-oriented, High Quality Metal Production System.
Prints 17-4PH, 316L, 420, AlSi10Mg, HAYNES 230, HX, IN718, TA15, Ti-6Al-4V
In stock
Bundle · Ultrasonic atomization, Metal LPBF
AO Metal A50 + ATO Lab Plus + CAMSIZER X2: R&D Bundle
On backorder
· Configured to order — request lead time
Business 3D Printers · HPS, SLA
Lumia X1 3D printer
The First 3D Printer with HPS
HYBRID PHOTOSYNTHESIS TECHNOLOGY
In stock

Bundle 3D Printers · FFF
Bambu Lab P1S Combo Starter Bundle
3D printer and material for start.
From $1078
Add to cart
On backorder
Business 3D Printers · SLS
Farsoon 403P Series SLS 3D Printer – Open-Platform Polymer, Nylon & TPU Production | 400×400×450 mm
Open-platform industrial SLS system for polymer production — a 15.7×15.7×17.7 in / 400×400×450 mm build (up to 540 mm tall), CO₂ laser and eight-zone thermal control. Runs nylons, filled compounds and TPU with fully open parameters. Sold, installed and supported in the US by Additive Plus.
- Open-parameter SLS — full process control, any compatible powder, build rates to 4.0 L/h.
- Broad materials — PA12, filled nylons, glass-bead, TPU & PP; chamber to 220 °C.
- Lead time: configured to order — US install, training & validated profiles from California.
Prints FS1088A-TPU, FS1092A-TPU, FS3150CF, FS3250MF, FS3300PA-F, FS3401GB-F, FS4100PA, FS6140GF (for HT403P only), Ultrasint® PA6 (for HT403P only), Ultrasint® PP nat 01
On backorder
· Lead time: configured to order — request a build slot. US installation, training and process support included from California.
Bundle 3D Printers · FFF
Bambu Lab P1S Combo + PrintLab Education Bundle
Elevate your classroom with the Bambu Lab P1S Combo + PrintLab Education Bundle!
From $1348
Add to cart
On backorder

Business 3D Printers · Metal LPBF
Farsoon FS721M
Large-frame Metal System provides an industry-leading build volume and is equipped with 2×500W, 4×500W, or 8×1000W lasers, boosting optimal productivity and great ROI.
Prints 316L, AlSi10Mg, HX, IN718, Maraging Steel Grade 300, TA15, Ti-6Al-4V
In stock

From engineering teams running 3DCeram C3601 Ultimate Ceramic 3D Printer – Quad-Laser SLA | 600×600×300 mm
Unedited feedback from teams who bought and run 3DCeram C3601 Ultimate Ceramic 3D Printer – Quad-Laser SLA | 600×600×300 mm.
★★★★★
The engineer who designed the machine answered our pre-sale questions personally. Six months in, support is the same — direct and fast.
MK
Marcus K.
Manufacturing Lead · Aerospace OEM
★★★★★
Install and training were done by someone who runs these daily. We were printing qualified parts the first week.
PS
Priya S.
R&D Lead · University Lab
★★★★★
Tailored service plan, not a one-size contract. Critical issue got same-week dispatch — uptime is exactly what we needed.
DR
Diego R.
Production Lead · Automotive
Common questions
Don't see yours? Email [email protected] — NDA standard, typical reply within 4 hours.
What post-processing is required after printing on the C3601 Ultimate?
Parts printed on the C3601 Ultimate come off the plate as green parts that still contain binder, so they need two thermal finishing steps. First, debinding burns the binder out in a controlled cycle, leaving a fragile brown part. Then high-temperature sintering densifies the ceramic to its final properties. Before debinding, unpolymerized paste is removed with the AUTO CERAKLEANER. Additive Plus supplies the debinding and sintering schedules for each ceramic, so you are not developing the full print, debind and sinter chain on your own.
What is the linear shrinkage after sintering and how do I design for it?
Ceramic parts from the C3601 Ultimate shrink roughly 15-20% linearly during sintering, depending on the ceramic and its solids loading. You design the green part oversized so the sintered part lands on your target dimensions. Additive Plus provides a shrinkage map for your specific ceramic and geometry, so the scaling factors are validated rather than guessed. For tight-tolerance features, machining can also be done at an intermediate stage before final sintering.
What sintering temperature and equipment does each ceramic need?
Sintering temperature depends on the ceramic: alumina and zirconia typically sinter in the 1,450-1,650 degrees C range, while other technical ceramics differ. The C3601 Ultimate produces the green part, and debinding and sintering take place in separate furnaces. Additive Plus specifies the furnace, atmosphere and thermal cycle for each material you run, and can supply the debinding and sintering equipment so the full workflow comes from one partner.
What mechanical properties can the C3601 Ultimate achieve after sintering?
After sintering, parts from the C3601 Ultimate reach near-full density, commonly above 99% for alumina and zirconia, with the hardness, flexural strength and thermal resistance of conventionally produced technical ceramics. Exact values depend on the ceramic and the sintering cycle. Because the printer uses laser SLA with surface roughness under 2 microns, printed features are dense and fine rather than porous. Additive Plus can share representative property data for your target ceramic and run a paid sample so you can measure results on your own parts.
Which ceramic materials does the C3601 Ultimate support?
The C3601 Ultimate runs 3DMix ceramic pastes including alumina (Al2O3), zirconia (ZrO2), zirconia 8Y, silicon nitride (Si3N4), aluminium nitride (AlN), cordierite and hydroxyapatite (HA). Its open parameter architecture also lets you qualify custom ceramic formulations rather than being locked to a fixed material list. Additive Plus can advise which ceramic fits your application and supply the matching paste.
Is the C3601 Ultimate suitable for dental zirconia or biocompatible implants?
Yes. The C3601 Ultimate prints zirconia and biocompatible ceramics such as hydroxyapatite, and 3DCeram has a long track record in biomedical ceramics including cranial and maxillofacial implants and bone substitutes. Whether a specific part is cleared for patient use depends on your material grade, your sintering and your own regulatory validation; the printer and materials support the workflow but do not by themselves confer clearance. Additive Plus can help you select biocompatible ceramics and define the process.
Can Additive Plus print a paid sample part before I buy the C3601 Ultimate?
Yes. Additive Plus offers a paid benchmark part in your target ceramic on the C3601 Ultimate before you commit to a system. Send your STL and material requirement, and we print, debind and sinter a representative part so you can verify dimensions, surface finish and mechanical results on your own geometry. This is the fastest way to confirm the C3601 Ultimate fits your application, and a capability call comes with it before any purchase decision.
Place your order, or talk to an engineer first
Order 3DCeram C3601 Ultimate Ceramic 3D Printer – Quad-Laser SLA | 600×600×300 mm direct, or talk to materials engineer